
国際特許分類[B23C5/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | フライス削り (3,222) | フライス (2,484) | フライスの形状に特徴があるもの (900) | 正面フライス,すなわち十分に平坦な切刃面のみまたは主としてもつもの (195)
国際特許分類[B23C5/06]に分類される特許
31 - 40 / 195
調整可能な冷却機構を有する回転切削工具
調整可能な冷却機構を有するフライス(10)は、本体中央穴を有する工具本体を有する。少なくとも1本の刃溝が本体外周面に形成されている。それぞれの刃溝は、第1の列のインサートポケットと、この第1の列から軸線方向後方にずれた第2の列のインサートポケットとを少なくとも具える。冷却機構は中央ピン(54)を含み、この中央ピンはその長手方向に沿って相互に軸線方向に空間をあけた少なくとも2本の溝を有する。再配置可能なシール(94)は溝の一方に装着させられる。再配置可能なシールを第1の溝に装着した場合、本体中央穴(32)は第1番目の列のインサートと関連付けた冷却穴と流体連通状態にある。再配置可能なシール(94)を第2の溝に装着した場合、本体中央穴(32)は第2番目の列のインサートと関連付けた冷却穴と流体連通状態にある。  (もっと読む)
(もっと読む)
正面フライスおよびその使用
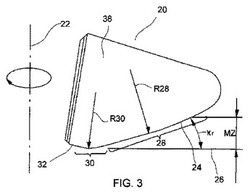
正面フライス(12)は、円周上に分布された多数の平面状の硬質材料刃インサート(20)を有して構成されている。硬質材料刃インサートは、ピッチ円上に来るように刃支持部(16)のポケット(18)の中に配置されており、フライスの処理面(26)に対して90°よりも小さい取り付け角(Kr)で取り付けられた主要刃先(24)を有している。良好な耐用年数において、高い切削効率を確保するために、10°〜30°、好ましくは15°〜25°の範囲の取り付け角(Kr)が選択され、同時に、主要刃先(24)は、軽度に凸状に構成されている。主要刃先(24)は、0.5〜1.5mmの範囲の値を有する移行半径(R30)を介して、サブ刃先(32)に移行している。軸方向すくい角(γa)は、20〜30°、好ましくは23〜27°の範囲である。有効な一変形例によれば、半径方向すくい角(γr)は、−6°〜−10°、好ましくは−7°〜−9°の範囲にある。 (もっと読む)
機械加工用の工具、およびかかる工具の切削インサートを配向するための方法
工具は、母体(12)と、母体(12)に直接的または間接的に締結された少なくとも2つの切削インサート(14)とを含む。中央クランプ装置(30)は、母体(12)に対する配向位置で切削インサート(14)をクランプするように構成される。アセンブリは工具(10)と、切削インサート(14)が工具(10)の所望の位置に配置され、クランプ装置(30)を作動させることによって所望の位置でクランプされることができるように、工具(10)を収容することができるジグ(32)とを含む。少なくとも1つの切削インサート(14)を母体(12)に締結するための方法は、母体(12)に切削インサート(14)を装着するステップと、母体(12)をジグ(32)に配置するステップと、切削インサート(14)を所望の位置に移動させるステップと、切削インサート(14)を所望の位置でクランプするステップとを含む。  (もっと読む)
(もっと読む)
溝により分割された切削刃を有する切削インサートおよびこれを備えたミリングカッター

本発明は切削インサートに関するものである。切削インサートは厚さ方向に上面および下面と幅方向に前面および後面を有する。上面が前面および後面と交差する交差部に長手方向に第1切削刃および第2切削刃が形成され、下面が前面および後面と交差する交差部に長手方向に第3切削刃および第4切削刃が形成される。第1〜第4切削刃は複数の溝により分割される。複数の溝は前面上の第1切削刃および第3切削刃の間を通る長手方向の中心線Aに対して対称であり、長手方向の中心線Aに垂直な厚さ方向の中心線Bに対して非対称である。 (もっと読む)
切削インサート
【課題】切削抵抗が低く、切屑排出性に優れた切削インサートを提供する。
【解決手段】第1側面2aと、前記第1側面と隣り合う第2側面2bと、前記第1側面と前記第2側面と交差する上面3および下面4とを有する本体部を備え、前期第1側面は、前記上面に達する溝部5と、前記上面との交線部に形成されるとともに、前記溝部によって分断された、分割切刃6aとを有し、前記第2側面は、前記上面との交線部に形成される非分割切刃6bを有し、前記上面は、前記溝部に対応して設けられる第1凸部と、前記分割切刃の仮想延長線と、前記非分割切刃の仮想延長線とのなす角の二等分線上を通る第2凸部とを有する。
(もっと読む)
窪み部分のある切削エッジを有する切削インサート
切削インサート(10)は、側面(14)と端面(12)とが交わる部位に形成された切削エッジ(54,56)を有する。側面(14)に形成された窪み(52)が切削エッジ窪み部分(54)の部位で切削エッジを途切れさせる。各切削エッジ窪み部分(54)は、切削インサートの端面を見たときに、湾曲した2つの側部の間に位置する湾曲した中央部を有する。中央部は第1の曲率半径を有し、それぞれの側部は第2の曲率半径(R2)を有し、第1の曲率半径が第2の曲率半径よりも大とされる。 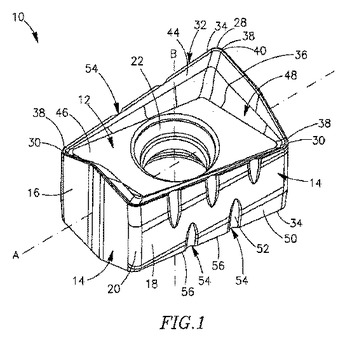 (もっと読む)
(もっと読む)
クランプ機構および刃先交換式回転工具
【課題】ねじ孔付きねじ部材のインサート取付け座への取付強度を高めることができ、しかもそのときのねじ孔付きねじ部材の位置決め精度を高めることができる。
【解決手段】工具本体に設けられたインサート取付け座と、インサート取付け座に設けられた雌ねじ部にねじ合わされるとともに、頭部の少なくとも一部をインサート取付け座から突出して取り付けられるねじ孔付きねじ部材と、ねじ孔付きねじ部材の頭部に、貫通孔の下部開口の周縁に設けられた凹状係止部を係止される切削インサートと、切削インサートの貫通孔に挿入されて、その先端をねじ孔付きねじ部材のねじ孔にねじ合わされるとともに、頭部を切削インサートの貫通孔の上部開口に係止されるインサート取付けねじとを備える。インサート取付け座の雌ねじ部の開口周縁に凹状湾曲面部が形成され、ねじ孔付きねじ部材の前記頭部の下面に、凹状湾曲面部に対応する凸状湾曲面部が形成されている。
(もっと読む)
切削インサート、それを装着したミーリング工具、およびそれを用いた切削方法
【課題】 切削加工においても好適に使用可能である切削インサートを提供する。
【解決手段】 本発明の切削インサートは、略板状であって、1つの逃げ面4上に複数の溝部6が形成され、主切刃5は溝部6によって分断された複数の分割主切刃5aからなり、着座面3に向かって凹状に湾曲しているすくい面2には、平面視において、隣接する溝部6の間の領域で且つ分割主切刃5aに対応する近傍領域に、すくい面2に対して窪んだ凹み部7が形成されている。
(もっと読む)
刃先交換式回転工具
【課題】インサート取付部の底面の面積を広く確保することができ、切削インサートの着座安定性に優れる。
【解決手段】円盤状をなす工具本体の先端外周に、切れ刃を有するとともに中央部に取付孔が貫通形成された多角形平板状の切削インサート10が、複数周方向に互いに間隔をあけて取付ねじにより着脱自在に装着され、工具本体をその軸線回りに回転させて被削材を切削加工する刃先交換式回転工具である。工具本体の先端部には、切削インサートの外形に対応する形状の基台7が設けられ、基台の回転方向前面には、切削インサートが装着されるインサート取付部20が設けられる。インサート取付部の底面23の外周は面取りされて傾斜部25とされる。インサート取付部の底面と傾斜部とが交差する稜線26は、底面を正面から見た際に、基台の一辺7Aに対応する部分が外方へ張り出す凸曲線状とされていて、それらが連続して全体で円弧状をなす。
(もっと読む)
仕上げフライス切削用の正面フライス
【課題】本発明は仕上げフライス切削のための正面フライスを提供することである。
【解決手段】フライス切削用インサートの作用している切れ刃(10a)は、基体の中心軸(C1)に直角な基準面内に位置し、フライス切削用インサートは、前面が生成された表面からクリアランスが得られるように基体に傾けられる。フライス切削用インサートはネガティブのラジアル角(δ)で配置され、切れ刃の後方端点(16)は円形経路(S2)で動き、円形経路(S2)の半径(r2)は前方端点(15)が動く円形経路(S1)の半径(r1)より大きくなる。フライス切削用インサート(2)の前面(7)と切りくず受け面は互いに高々83°の角を成し、フライス切削用インサートの作用する切れ刃(10a)は真直であり、基準面内にある。フライス切削用インサートのネガティブのラジアル角(δ)は少なくとも70°になる。
(もっと読む)
31 - 40 / 195
[ Back to top ]