
国際特許分類[B23H7/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工具としての電極を使用し,工作物に高密度の電流を作用させることにより行う金属加工;このような加工と他の形式の金属加工とを複合させたもの (1,278) | 放電加工および電解加工に共に適用できる方法または装置 (579) | ワイヤーカット加工 (340)
国際特許分類[B23H7/02]の下位に属する分類
加工間隙に電流を供給する装置;特にそのために適用される電気回路 (13)
電極と工作物との間の相対移動の経路曲線の制御 (24)
ワイヤー電極 (125)
国際特許分類[B23H7/02]に分類される特許
101 - 110 / 178
ワイヤ放電加工装置
【課題】加工状態が一時的に悪化した場合であっても、適切なタイミングで放電加工の加工制御を行い、ワイヤの断線を防止することができるワイヤ放電加工装置を提供する。
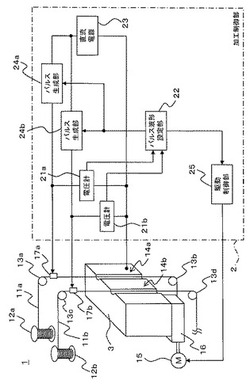
【解決手段】シリコンブロック3と対向する対向部14で放電を生じさせることにより、シリコンブロック3を放電加工するワイヤ11と、シリコンブロック3とワイヤ11との間にパルス電圧を印加するパルス電圧信号を生成するパルス生成部24と、パルス生成部24に直流電力を供給する直流電源23と、シリコンブロック3とワイヤ11との間の電圧を検出する電圧計21と、電圧計21で検出された電圧検出値に基づいてパルス電圧信号の信号波形を設定し、信号波形に対応したパルス波形信号をパルス生成部24に出力するパルス波形設定部22とを備え、パルス波形設定部22は、電圧検出値の絶対値が所定電圧値よりも低い場合に、放電加工の加工エネルギが低下するように信号波形を設定する。
(もっと読む)
ワイヤ放電加工装置およびワイヤ断線検出方法

【課題】電極ワイヤの断線を迅速に検出し、ワイヤ放電加工装置を即座に停止させる。
【解決手段】被加工物8との間で放電を発生する電極ワイヤ2と、電極ワイヤ2と被加工物8との間にパルス状の加工用の電圧を印加する加工用電源6と、電極ワイヤ2の両端に断線検知用の電圧を印加する断線検知用電源11と、断線検知用電源11による印加のタイミングを制御する断線検知用電源制御手段12とを備えて、断線検知用の電圧を印加したときの電極ワイヤ2の導通状態に基づいて断線の有無を検知するワイヤ放電加工装置であって、加工用電源6による電圧が印加されていない期間のみに、断線検知用の電圧を印加する。このようにして、断線の有無を検出し、即座にワイヤ放電加工装置を停止することで、断線によって電極ワイヤ2が周囲に絡まるのを防止する。
(もっと読む)
ワイヤ放電加工装置
【課題】同時並列放電を実現するワイヤ放電加工装置において、作業者が放電状態を簡単に確認でき、加工に問題があるか否かを判断できるようにする。
【解決手段】互いに離間して並列に設けられた複数のワイヤ電極を、被加工物に対して所定間隔おいて配置し、当該被加工物とそれらのワイヤ電極との間に電圧を印加して複数箇所で並列に放電を発生させ、当該放電により被加工物の加工を行うワイヤ放電加工装置であって、並列に放電を行っている複数のワイヤ電極の状態値として加工電圧値を検出し、検出されたそれらの加工電圧値に基づいて、加工状態を示す特徴値として、平均電圧値、最大電圧値および最小電圧値を計算する特徴値計算手段1と、計算されたそれらの特徴値をNC画面3に画面表示する表示手段2とを備えている。また、作業者によってエリアが選択されると、そのエリアに含まれる加工箇所の加工状態を表示する。
(もっと読む)
水位異常検出機能を備えたワイヤカット放電加工機およびその水位異常アラーム発生原因特定方法
【課題】水位異常検出機能と水位異常アラーム発生原因特定方法を備えたワイヤカット放電加工機の提供。
【解決手段】加工槽3へ加工液を給水する給水手段と、加工槽から加工液を排水する排水手段と、加工槽に貯留された加工液の水位を検出する検出手段と、加工液の給水または排水を行い、加工槽の水位を調整する水位調整機構と、前記水位検出手段の水位と目標水位との差が予め設定された範囲を超えた時、水位異常アラームを発生させる水位異常検出機能6を備えたワイヤカット放電加工機において、前記アラームが発生した際に、加工槽への加工液の給水を停止すると共に、排水指令を出力する出力手段と、水位の変化量及び水位調整機構の状態に関する操作者への質問を表示する表示手段13と、該質問に対する回答を入力する入力手段と、該入力された回答から前記アラームが発生した原因となる箇所を特定する原因特定手段14と、を有するワイヤカット放電加工機。
(もっと読む)
変形補償装置を具えたワイヤカット放電加工機
【課題】変形補償装置を具えたワイヤカット放電加工機の提供。
【解決手段】移動可能なクレーン、該移動可能なクレーンに取り付けられて該移動可能なクレーンの変形量を測定できる測定ユニット、該測定ユニットと電気的に接続されると共に該移動可能なクレーンの動作を制御する制御ユニットを包含し、該制御ユニットが移動可能なクレーンの変形量と位置誤差値の対照表を保存し、該移動可能なクレーンの変形量に基づき該移動可能なクレーンに対してフィードバック移動制御を行なう。
(もっと読む)
ワイヤカット放電加工機とその加工液ノズル装置
【課題】 大型ワークに対しても加工できるよう放電加工機による他ブローチ盤にワイヤ加工ユニットを備え、特に、ブラッシングワイヤの断線防止効果を向上させられる特殊なノズル装置を提供する。
【解決手段】 ブローチ盤、フライス盤等の工作機械1の加工ヘッド2にワイヤ加工ユニットWUを備えたワイヤカット放電加工機100において、上記ワイヤ加工ユニットは、被加工物Kに対して上下に水流噴射ノズルN1,N2を対向配置させ、上記対向する上下の水流噴射ノズルN1,N2の中心孔h1にワイヤWを挿通させ、各水流噴射ノズルに高圧水源11を繋いだものである。
(もっと読む)
放電加工装置
【課題】 加工電源制御回路の動作周波数によらず、その最小単位以下の加工エネルギーを供給することで、高精度な加工が行えるワイヤ放電加工装置を得る。
【解決手段】 加工電源制御手段からの駆動信号によって放電電流パルスを加工間隙に供給する加工電源と、を備えた放電加工装置において、加工電源制御手段は、所定の電流パルス個数のうちパルス幅変調を行うパルス個数が規定される変調パルス個数、該変調パルス個数でのパルス幅変調量を示す変調パルス幅を記憶し、該記憶された変調パルス個数及び変調パルス幅に応じて、NCプログラム或いは加工条件パラメータによって定められた加工電源への駆動信号を変調するものである。
(もっと読む)
微細加工方法および微細加工装置
【課題】加工中の被加工物の加工状況を観察できるようにした微細加工方法および微細加工装置を提供する。
【解決手段】ワイヤ電極11と被加工物Wの表面との間で放電させ、被加工物Wを微細加工する微細加工方法。ワイヤ電極11と被加工物Wとの放電加工部位を観察可能な位置に撮像手段41を配置する。放電加工部位に向けて加工液噴射ノズル51から加工液を供給し、この加工液を加工液受けプレート62で受けて、放電加工部位で略均一な厚みを有する加工液膜63に形成しながら、撮像手段41によって被加工物Wの加工状況を観察する。
(もっと読む)
放電加工装置
【課題】陽極電極が加工の妨げになるとともに陽極電極が水系放電加工液に溶解して比抵抗値を低下させる。
【解決手段】ワークスタンド2に取付固定された被加工物3を電気防食回路20の直流電源21のマイナス極に接続する。第1の陽極電極23は、放電加工液11に浸漬されるように被加工物3よりも高く加工の妨げにならない被加工物3の近傍に配設され、被加工物3の上面全面との間に電気力線を形成し得る形状を有する。第2の炭素陽極電極24は、シート状の炭素材でなり、ワークスタンド2の支柱に支柱の外形に沿うように変形して配設され、被加工物3の下面全面との間に電気力線を形成し得る形状を有する。第1の炭素陽極電極23と第2の炭素陽極電極24を直流電源21のプラス極に接続する。第1の炭素陽極電極23および第2の炭素陽極電極24と被加工物3の上下面全面との間で防食電流が流れる。
(もっと読む)
液浄化システム、液浄化システムを備えた工作機械、及び液浄化システムを備えたワイヤカット放電加工機
【課題】 フィルタの交換頻度を大幅に低減することで、作業効率の低下を招来することなく、コスト的にも有利な液浄化システムを得る。
【解決手段】 不純物を含む液を回収する回収槽15と、回収槽15に回収された液に対して濾過処理を施すフィルタ17と、を有する液浄化システムであって、回収槽15からフィルタ17に至る液経路に、不純物を除去するための遠心分離機35(前処理手段)を設けたので、これにより、フィルタ17には、遠心分離機35で不純物が除去された液が供給されて、フィルタ17における濾過処理の負荷が著しく軽減される。
(もっと読む)
101 - 110 / 178
[ Back to top ]