
国際特許分類[B23K35/30]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断のために用いられる溶加棒,溶接電極,材料,媒剤 (4,089) | 材料の組成または性質を特徴とするもの (3,248) | 適当なハンダ付材料または溶接材料の選定 (1,960) | 主成分が1550°C以下の融点をもつもの (949)
国際特許分類[B23K35/30]に分類される特許
171 - 180 / 949
高温鉛フリーはんだペースト
【課題】 パワー半導体素子のダイボンディングや各種電子部品の組立て等に好適であり、接合したチップの割れや剥れをなくし、高い接合信頼性を確保できるZn系の高温鉛フリーはんだペーストを提供する。
【解決手段】 Znを70質量%以上含有するZn合金はんだ粉と、Ni又はCuを主成分とする金属粉と、残部のフラックスとからなるZn系の高温鉛フリーはんだペーストであり、金属粉は平均粒径1〜100μmのNi粉又はCu粉、その表面にAu又はAgからなる膜厚1μm以下の皮膜を設けた被覆Ni粉又は被覆Cu粉であって、金属粉とZn合金はんだ粉の合計を100質量%としたとき、金属粉の合計が5〜65質量%である。
(もっと読む)
高温鉛フリーはんだペースト
【課題】 高い熱伝導性を有すると同時に高い接合信頼性を確保でき、パワー半導体素子のダイボンディング等に好適な、Bi系の高温鉛フリーはんだペーストを提供する。
【解決手段】 Bi粉及びBi合金粉から選ばれた少なくとも1種のBiはんだ粉と、Cu金属粉と、残部のフラックスとからなるBi系の高温鉛フリーはんだペーストであり、該Cu金属粉は純度97.5質量%以上、平均粒径1〜80μmのCu粉及びCu粉表面にAg、Au、Niの少なくとも1元素からなる膜厚1μm以下の皮膜を設けた被覆Cu粉の少なくとも1種からなり、Cu金属粉とBiはんだ粉の合計を100質量%としたとき、Cu金属粉の合計が8〜60質量%である。
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法
【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
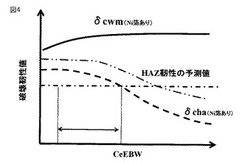
【解決手段】所定の鋼成分を有し、下記(1)式で定義する電子ビーム溶融部焼き入れ性指標CeEBWが0.42〜0.65であり、かつ、インサートメタルを溶接部に挟持して形成した電子ビーム溶接継手の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEBW=C+1/4Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.8≦δBM/δWM≦1.25・・・(2)、0.15≦δHAZ/δWM≦1.1・・・(3)
(もっと読む)
耐高温割れ性に優れた溶接金属
【課題】軟鋼、高張力鋼等からなる鋼板の片面突合せ継手溶接の初層溶接部で問題となる耐高温割れ性に優れるとともに、靭性などの機械的性質に優れた溶接金属を提供することにある。
【解決手段】耐高温割れ性に優れた溶接金属は、鋼製外皮内にフラックスが充填されたフラックス入りワイヤにより溶接された溶接金属であって、C:0.03〜0.10質量%、Si:0.7質量%以下、Mn:0.5〜3.0質量%、Ti:0.05〜0.50質量%、Al:0.02〜0.10質量%、O:0.03〜0.10質量%、P:0.02質量%以下、S:0.02質量%以下、N:0.010〜0.03質量%、B:0.0003〜0.005質量%、を含有することを特徴とする。
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法

【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
【解決手段】所定の鋼成分を有し、下記(1)式で定義する電子ビーム溶融部焼入れ性指標CeEBWが0.42〜0.65であり、かつ、インサートメタルを溶接部に挟持して形成した電子ビーム溶接継手の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEBW=C+1/4Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.8≦δBM/δWM≦1.25・・・(2)、0.3≦δHAZ/δWM≦1.1・・・(3)
(もっと読む)
電子ビーム溶接継手及び電子ビーム溶接用鋼材とその製造方法
【課題】洋上風力発電用鉄塔の基礎部分を建設するのに最適な、母材、熱影響部、及び、溶融金属部の破壊靱性値が適度にバランスした電子ビーム溶接用鋼材と、該鋼材に形成した電子ビーム溶接継手を提供する。
【解決手段】所定の成分組成を有し、下記(1)式で定義する電子ビーム溶融部焼入れ性指標CeEBWが0.42〜0.65であり、かつ、インサートメタルを溶接部に挟持して形成した電子ビーム溶接継手の溶融金属部のCTOD値δWM、熱影響部のCTOD値δHAZ、及び、母材のCTOD値δBMが、下記(2)式と(3)式を満足することを特徴とする電子ビーム溶接用鋼材。CeEBW=C+1/4Mn+1/15Cu+1/15Ni+1/5Cr+1/5Mo+1/5V・・・(1)、0.8≦δBM/δWM≦1.25・・・(2)、0.15≦δHAZ/δWM≦1.1・・・(3)
(もっと読む)
金型補修溶接材料及びこれを用いた金型補修溶接方法
【課題】補修溶接の作業姿勢に制約がある中でも溶接不良の発生を有効に回避して良好に補修溶接を行うことができ、また溶接まま硬さをアルミダイカスト金型の硬さに対して適正な硬さとすることができ、コストも安価な金型補修溶接材料を提供する。
【解決手段】JIS SKD61で構成されたアルミダイカスト金型の補修部の少なくとも最終盛に用いられる、溶接金属の溶接ままの硬さがHV420〜550となる金型補修溶接材料を、質量%でC:0.15〜0.30%,Si:0.20〜1.00%,Mn;0.30〜1.50%,Cr:3.6〜6.0%,Mo:0.8〜1.5%,V:0.10〜0.80%,残部Fe及び不可避的元素から成る組成とする。
(もっと読む)
水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤ
【課題】広い溶接条件範囲でプライマ塗装鋼板の水平すみ肉溶接に使用して優れた耐ピット性、溶接作業性を得る。
【解決手段】水平すみ肉ガスシールドアーク溶接用フラックス入りワイヤにおける、ワイヤ全質量に対する質量%で、Zr酸化物のZrO2換算値:1.0〜2.0%、Si酸化物のSiO2換算値:0.5〜2.0%、AlおよびAl酸化物の一方または両方のAl2O3換算値ならびにMgおよびMg酸化物の一方または両方のMgO換算値の1種または2種の合計:0.1〜1.0%、ただし、MgおよびMg酸化物の一方または両方のMgO換算値:0.5%、Fe酸化物のFeO換算値およびMn酸化物のMnO換算値の1種または2種の合計:0.2〜0.7%、Na化合物およびK化合物のNa2O換算値およびK2O換算値の合計:0.05〜0.20%を含有し、TiおよびTi酸化物のTiO2換算値:0.1%以下であることを特徴とする。
(もっと読む)
ガスシールドアーク溶接用ソリッドワイヤ
【課題】Caの含有量が多くなった場合でも、アークを安定させて、スパッタ発生を抑制できる溶接ワイヤを提供する。
【解決手段】Caを高い量まで含む溶接ソリッドワイヤに対して、Nb、Alの1種または2種および/またはCuを、前記Ca含有量との関係で特定量含有させた低炭素鋼とし、スパッタの起点となりやすいCa酸化物をNbやAlを含む複合酸化物として、溶接ワイヤのCaの含有量が多くなった場合でも、スパッタ発生を抑制し、ガスシールドアーク溶接における溶接作業性を向上させる。
(もっと読む)
大気接合用ろう材、接合体、および、集電材料
【課題】低融点化を図ることにより、大気中でもフラックスを用いないで接合温度を低く設定することができる大気接合用ろう材、そのろう材を用いることにより接合され、良好な気密性や接合強度を有することができる接合体および集電材料を供給する。
【解決手段】大気接合用ろう材は、AgとBを必須成分とし、体積比でAgが50%以上92%未満の範囲内、Bが8%超50%以下の範囲内とし、これらの合計が不可避不純物を含めて100%となるように調整されている。Bは約300℃以上で酸化し、その酸化物の融点も比較的低い温度(約577℃)である低融点材料である。Bを必須成分として含有することにより、ろう材の低融点化を図ることができる。たとえば図4から判るように、接合試験片の接合層13には、B粉末(符号14)および溶融Ag(符号15)が観察され、大気接合用ろう材が溶融したことを確認した。
(もっと読む)
171 - 180 / 949
[ Back to top ]