
国際特許分類[B23K9/035]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621) | シームの下に配置された裏当て手段を使用するもの (49)
国際特許分類[B23K9/035]に分類される特許
31 - 40 / 49
溶接用裏当て装置及びこれを用いた裏波溶接装置
【課題】装置自体が大掛かりとならず、ガスを略均一に開口部から噴射させて不活性ガスを経済的に使用でき、かつ溶接部位との位置合わせが容易となる溶接用裏当て装置、及び溶接装置と裏当て装置との位置合わせが容易となる裏波溶接装置を提供する。
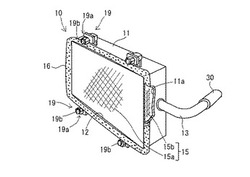
【解決手段】溶接用裏当て装置は、突き合わせた板材の溶接部位に裏側から不活性ガスを噴射する溶接用裏当て装置10であって、前記溶接部位に前記不活性ガスを噴射するためかつ前記溶接部位よりも大きい開口部12を有する箱型の箱型本体11と、この箱型本体内部に不活性ガスを供給する不活性ガス供給部13と、前記不活性ガス供給部により前記箱型本体内部に供給した不活性ガスを分散して前記開口部から略均一に噴射するための、前記箱型本体に設けた分散構造とを有する。
(もっと読む)
タンク溶接用バックシールド治具

【課題】少量の不活性ガスで、短時間に空気を遮断し、溶接部裏面側の酸化を防止し、且つ小径の取出部からタンク外へ取り出し可能なタンク溶接用バックシールド治具を得ることである。
【解決手段】L字型形状の配管と、このL字型形状の配管の一端側に設けられたノズルと、L字型形状の配管の他端側に設けられた継手とを備えたタンク溶接用バックシールド治具であって、ノズルが、L字型形状の配管が挿入されたスリーブと、このスリーブのL字型形状の配管が挿入された第1の端面と対向する第2の端面に接続されたガス吹出体と、形状が折りたたみ可能な漏斗状であり、且つ窄み部がガス吹出体に固定されたフードとを備えたものである。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
アーク溶接品質検査方法
【課題】ビート形状の計測誤差が小さく、しかも、レーザー変位計により照射されるレーザー光線の照射方向が母材表面に対して傾いていても高精度な溶接品質検査を可能とするアーク溶接品質検査方法を提供する。
【解決手段】本発明のアーク溶接品質検査方法は、表面形状を測定するための3次元変位計としての3次元レーザー変位計を用いて、2つの母材5a,5bが突き合わされ溶接接合されたビード8を含む部分の表面変位zを測定し、この変位zにより溶接品質を検査するものであって、3次元レーザー変位計により得られたビード8を含む部分の表面変位データに基づいて、溶接母材5a,5bの表面形状データと、ビード8の表面形状データとを取得して、母材5aまたは母材5bの表面をビード8側に外挿した仮想面(仮想直線L)を特定して、この仮想面(仮想直線L)からビード8表面までの変位zに基づいて溶接品質検査の合否を判定する。
(もっと読む)
円周溶接用内治具装置及びこれを用いた円周溶接方法
【課題】 円周溶接する際に、余分な熱を吸収して溶接による溶接部の熱歪を抑制すると共に、ビードの溶け落ちや穴あきを防止し、又、シールドガスを流して溶接部の酸化を防止する。
【解決手段】 円筒状の胴体Waと皿状の蓋体Wb又は同一径の二つの筒体同士を突き合せてその突合せ部を外方から円周溶接する際に、胴体Waと蓋体Wb又は筒体の突合せ部を内方から保持する円周溶接用内治具装置1であって、前記円周溶接用内治具装置1は、胴体Waと蓋体Wb又は筒体同士の突合せ部の内方に挿入される円盤状のベース12と、ベース12の外周縁部に配置され、胴体Waと蓋体Wb又は筒体同士の突合せ部の内周面に面接触状態で圧接し得ると共に、胴体Waと蓋体Wb又は筒体同士の突合せ部の内周面側にシールドガスを流す縮拡径自在な環状の裏当て治具13と、ベース12と裏当て治具13との間に設けられ、裏当て治具13を縮拡径させる駆動部14とを備える。
(もっと読む)
MIG溶接方法
【課題】 溶け込み促進が図れて深溶け込みが可能で、安定した溶接を迅速に行えるMIG溶接方法を提供すること。
【解決手段】 純度の高い不活性ガスをシールドガスとしたMIG溶接であり、被溶接板1の溶接継手部8の表面2に活性フラックスFを塗布し、この溶接継手部8をMIG溶接する。
(もっと読む)
多電極片面サブマージアーク溶接方法
【課題】広範囲な継手板厚に対し、良好なビード形状と健全で良好な継手性能を有する溶接継手を得ることができる多電極片面サブマージアーク溶接方法を提供する。
【解決手段】被溶接材の突き合わせ部の開先形状をV形状とし、その開先角度は30乃至60度とする。開先断面積に対する開先内充填材の充填率は2%以上25%未満である。そして、開先断面積に対する開先内充填材の充填率が2%以上15%以下の場合、第1電極の電流は950乃至1570A、開先断面積に対する開先内充填材の充填率が15%を超え20%以下の場合、第1電極の電流は1000乃至1580A、開先断面積に対する開先内充填材の充填率が20%を超え25%未満の場合、第1電極の電流は1050乃至1590Aである。また、この多電極片面サブマージアーク溶接は、フラックス銅バッキング又はフラックスバッキングを裏当材とする。
(もっと読む)
容器材料用クロム含有鋼およびその溶接方法、ならびに、容器材料
【課題】溶接部の耐食性と靭性を確保し、容器用素材としてコスト面でも最適なクロム含有鋼を提供する。
【解決手段】0.01〜200質量ppmのハロゲン化合物イオンを含有するpH3〜12の水相を含んでなる水性塗料を保管する容器材料に用いるクロム含有鋼であって、前記鋼が、質量%で、Cr:9〜19%、N:0.008%以上でC+N:0.03%以下、Al:0.002〜0.2%、S:0.01%以下、を含有し、さらに、TiおよびNbを単独または複合して含有し、前記C+N含有量をx(質量%)とすると、Tiの含有量y(質量%)、および、Nbの含有量z(質量%)は、それぞれ単独で含有する場合は、8x≦y≦0.6、18x≦z≦0.6、であり、複合して含有する場合は、1<(y/8x)+(z/18x)、かつ、y+z≦0.6であり、残部がFeおよび不可避的不純物からなることを特徴とする容器材料用クロム含有鋼。
(もっと読む)
ステンレス鋼管の溶接装置及び溶接方法
本発明は、ステンレス鋼管の溶接ビーズ部に酸素遮蔽用アルゴンガスを噴射させつつステンレス鋼管の接合部のスキ間をTIG又はプラズマ溶接するステンレス鋼管の溶接装置及び溶接方法を提供する。本ステンレス鋼管の連続溶接装置は、円状に巻かれた鋼管のスキ間に母材及び溶接材のうちの何れか一つを溶融させつつ酸素遮蔽用アルゴンガスを噴射させる溶接機と、前記鋼管の内部に設置されて、前記溶接機により溶接が進行している溶接ビーズ部から所定距離後方に位置した既に溶接が完了した溶接ビーズ部の内面に向かって、4l/min〜20l/minのアルゴンガスを噴射させる噴射ノズルの形成されたガス供給管と、を備える。本発明によれば、アルゴンガスによって溶接部位の酸化が防止されるとともに、溶接が完了した溶接ビーズ部が急冷されて自動的に固溶化熱処理過程が行われるので、硬度及び耐腐食性などの物理的特性が鋼管の母材と同じステンレス鋼管を連続的に生成できる。 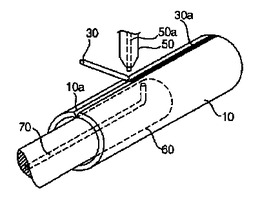 (もっと読む)
(もっと読む)
金属溶接管製造用内面シールド治具
【課題】大径の金属溶接管を製造する際であっても、気密性に優れ、少量のシールドガスの使用により管内の溶接部の酸化を確実に防止でき、かつ耐久性に優れた内面シールド治具を提供する。
【解決手段】オープンパイプ状に成形した金属帯又は金属溶接管1の内周面に接触する入側シール材4、出側シール材5、その両者間に、かつロッド3上にスプリング6を介して配置された、四方の側壁面及び底壁面が閉じられて上面に開口部を有するガスシールボックス7からなり、当該ガスシールボックス7内の底部に、溶接点2より出側の位置で折り返す冷却水循環用水路、及び前記ガスシールボックス内で開口するシールドガス供給路を配設したもの。
(もっと読む)
31 - 40 / 49
[ Back to top ]