
国際特許分類[B23K9/035]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | シーム溶接;裏あて方法;インサート (621) | シームの下に配置された裏当て手段を使用するもの (49)
国際特許分類[B23K9/035]に分類される特許
41 - 49 / 49
インターナルクランプ装置
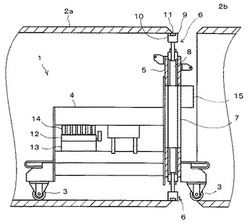
【課題】接続する管に挿入してセットした状態で作業者等が管路内を自由に行き来することができ、接合する管の開先合わせ及び開先部の裏当て金を設置して溶接するときの作業性を向上する。
【解決手段】インターナルクランプ装置1を使用して管2aと管2bを溶接するとき、接合する一方の管2aの内部にインターナルクランプ装置1を挿入し、ヘッド6に取り付けてある裏当て銅板11の中央が管2aの開先線と一致するようにインターナルクランプ装置1の位置を調整する。このインターナルクランプ装置1を管2a内に挿入して位置調整しているとき、管2aが大口径の場合には、作業者はインターナルクランプ装置1のシリンダ保持部5に設けた貫通孔7を通って管2a内に行き来できるから、インターナルクランプ装置1の位置決め作業等を容易に行うことができる。
(もっと読む)
スタブシャフト用一体型裏当てリングによる回転装置の溶接補修およびそれに関連した方法

【課題】ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
(もっと読む)
建築鉄骨構造物の裏受金溶接方法
【課題】鉄骨建築鋼管柱とダイアフラムとの溶接は、ルートギャップを約7mm程度確保して鋼管柱側の内面に密着させて裏当金を当接させた後、片側溶接で継手溶接しているため、裏当金を鋼管柱内部に密着セットして溶接仮止めするため作業が難しく、ルート部に欠陥が出やすく応力集中が働きやすいという問題がある。
【解決手段】本発明では、鋼管柱側の内面から柱の半径方向に離した位置で、柱より軽いダイアフラムの外面側に裏受金を仮付溶接した後、その裏受金付きダイアフラムを鋼管柱内に挿入することにより、これらの問題を解決した。
(もっと読む)
建築鉄骨構造物柱梁接合部表波ビード溶接方法
【課題】建築鉄骨鋼管構造物に片側溶接方法においての裏当金溶接方法、裏波溶接法、ビード置き方法、肉盛溶接方法等で、いずれも開先の裏側に裏波ビードを形成させるものであるが応力集中や工数の増大や不安定溶接などの障害を減少すること。
【解決手段】H形鋼柱・角形鋼管柱に対して直交する梁フランジの突合せ溶接、及びH形鋼柱・梁に対して直交するスティフナーの突合せ溶接を、それぞれレ形開先の反対側から水平すみ肉溶接又は立向すみ肉溶接を行い、開先の表側に表波ビードを形成させる。
(もっと読む)
溶接用シールガス層成形法及び成形器
【課題】 比較的口径の大きい管の溶接において管内面の酸化を防止する。
【解決手段】 ノズル1の内部に適当な形状の中子3を取り付け、ガスの流路として円環状の空間を作り出し、この空間にガスの流れの方向を曲げるように整流板が取り付けられた構成、及び中子に取り付けられたシールガス層成形案内管6によって溶接する管内壁と該シールガス層成形案内管外壁間に円環状の空間を作り出し、該空間をシールガスで充満させるとともに、溶接する管の内面に沿った流を作り出し、高温の溶接部を酸化雰囲気から隔離することを特徴とした溶接用シールガス層成形器。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
溶接裏波部のガスパージ装置
【課題】被溶接部材同士の溶接中、溶接部の裏側の溶接線に沿って適量のパージガスを的確にパージできるように図った溶接裏波部のガスパージ装置を提供する。
【解決手段】本発明に係る溶接裏波部のガスパージ装置は、被溶接部材10(10a,10b)の表側を溶接する溶接機11と、被溶接部材10(10a,10b)の溶接部の裏側をガスシールドするパージ部12と、このパージ部12を上記溶接部の裏側の溶接線15に沿って進退移動させるパージ部駆動装置19と、上記被溶接部材10(10a,10b)の溶接中、その裏側を映像するCCDカメラ40と、このCCDカメラ40の撮像を画像処理する画像処理装置41と、画像処理後の信号から溶接部の中心位置を求め、その溶接部の中心位置とパージ部12のガスノズル20の位置との間に偏差が出たとき、その溶接部の中心位置に上記パージ部12のガスノズル20を同期させる制御演算部27とを備えたものである。
(もっと読む)
裏当装置及びその搬送方法
【課題】 一体物として搬送することができ、搬送先での組立及び据え付け期間を短縮できる裏当ユニット構造体を提供する。
【解決手段】 仮止めされた被溶接材をその溶接線に沿って溶接する際に使用される裏当装置において、溶接線方向に延びる少なくとも2本の角パイプ状の台フレーム9とこれらの台フレーム9を相互に連結する連結フレーム23とを備えた台部2と、この台部2上に配置され溶接線に垂直の方向に被溶接材を移動させる移動装置4と、台部2上に搭載され被溶接材の溶接線の下方に配置される裏当部1と、を有し、各角パイプ状の台フレーム9は1体化された構造体である。これによって、裏当ユニット1と台部2とを組み合わせた裏当装置28を一体物として搬送し、据え付けることができ、据え付け期間を短縮して、生産性への悪影響を最小限とすることができる。
(もっと読む)
超高純度流体供給配管系用溶接システム
【目的】 超高純度ガス供給配管系施工時に、溶接部表面近傍ならびガス供給系内部に付着した金属を容易にしかも完全に除去することが可能で、短時間で超高純度ガス供給系を立ち上げることが可能な超高純度ガス供給配管系用溶接システムを提供することを目的とする。
【構成】 複数の被溶接部材を溶接にて接続するガス供給配管系用溶接システムにおいて、第1の被溶接部材113に不活性ガスまたは溶接用のバックシールガス供給手段と超純水供給手段とを設け、第2の被溶接部材114に前記不活性ガスまたはバックシ一ルガスの排出手段と超純水排出手段とを設け、前記不活性ガスまたはバックシールガスを流しながら前記第1及び第2の被溶接部材を溶接し、溶接後に超純水を流して、溶接により前記被溶接部材内表面に付着した金属ヒュームを洗浄除去できる構造としたことを特徴とする。
(もっと読む)
41 - 49 / 49
[ Back to top ]