
国際特許分類[B23K9/067]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332) | アークスタートのためのもの (74)
国際特許分類[B23K9/067]に分類される特許
11 - 20 / 74
アーク溶接のガス制御方法
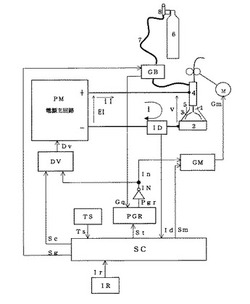
【課題】 本発明では、溶接開始時のガス流量が適正であることを判別して、良好なアークスタートを行うアーク溶接のガス制御方法を提供する。
【解決手段】 溶接開始に際して予め定めたプリフロー期間だけシールドガスを放流しながら溶接電流の通電を停止し、前記プリフロー期間終了後に前記シールドガスの放流を継続しながら溶接電流を通電するアーク溶接のガス制御方法において、前記プリフロー期間が終了したときのガス流量の下降率を算出し、前記下降率が予め定めた基準下降率未満のとき前記溶接電流を通電し、前記基準下降率以上のとき前記下降率が前記基準下降率未満になるまで待機して前記溶接電流を通電する、ことを特徴とするアーク溶接のガス制御方法である。
(もっと読む)
パルスアーク溶接の終了制御方法

【課題】消耗電極式パルスアーク溶接において、溶接が終了したときに溶接ワイヤの先端に形成される溶融球を、種々の溶接条件に応じて適正化するためのパラメータの設定に時間がかかっていた。
【解決手段】溶接を終了する際に最終ピーク電流LIpを通電して溶接を終了するパルスアーク溶接の終了制御方法において、アークスタート性の良否を示す指標を算出し、この指標に応じて前記最終ピーク電流LIpの値を臨界値以上及び未満の範囲で変化させて自動設定する。前記指標は、単位アークスタート回数に占める、アークスタート時の最初の短絡が基準時間以上であった回数の比率である。これにより、種々な溶接条件に応じて最終ピーク電流LIpが自動的に適正化されるので、設定の時間が不要となる。
(もっと読む)
アークスタート良否判定方法
【課題】 アークスタートにおける不良発生の傾向を適切に把握することが可能なアークスタート良否判定方法を提供すること。
【解決手段】 消耗電極ガスシールドアーク溶接におけるアークスタート良否判定方法であって、複数回の溶接において、それぞれのアークスタートにおける良否判定、および不良であった場合の不良の種類判定の結果に基づき、良好なスタートの回数、不良であった場合の各種類の回数を自動的に累積させる。このような構成により、ある溶接条件を設定すると、たとえばティーチペンダントTPの表示によって、その溶接条件においてどのような種類の不良がどのような比率で発生しているかを定量的に把握することが可能である。
(もっと読む)
アークスタート時のスパッタの発生を低減するアーク溶接方法
【課題】アークスタート時のスパッタの発生を低減する。
【解決手段】ロボット11に支持された溶接トーチ15又は溶接対象物50を移動させ、溶接対象物50上の溶接開始点Tを始点としてアーク溶接を行うアーク溶接方法が、溶接開始点Tに溶接ワイヤ16を送給する段階S2と、溶接ワイヤ16の先端が溶接対象物50に接触した後に、溶接ワイヤ16の送給を停止する段階S4と、アークが発生しない範囲内のアーク前溶接電力P1を供給して溶接ワイヤ16及び溶接対象物50に入熱する段階S51と、溶接ワイヤ16を巻き戻しながらアークQを発生させるアーク発生溶接電力P2を供給する段階と、本溶接電力P4を供給して本溶接を行う段階とを含み、アークスタート時のスパッタの発生を低減する。
(もっと読む)
アーク溶接方法、溶接電源装置、およびアーク溶接システム
【課題】溶接を行う期間の全体にわたってスパッタの発生を抑制することができ且つ溶接を行う期間の全体にわたって迅速にアークを発生させることのできるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】各アークスタート期間T1中に、消耗電極15から母材Wへ溶接電流Iwを流すことにより消耗電極15と母材Wとの間にアークa1を発生させ、各溶滴移行期間T2中に、消耗電極15から母材Wへと溶滴を移行させ、各アーク停止期間T3中に、消耗電極15と母材Wとの間のアークa1を停止させた状態を継続し、各アーク停止期間T3中に、消耗電極15を保持する溶接トーチを、母材Wに沿って溶接方向に母材Wに対し相対移動させる、各工程を備え、溶接開始時から一定期間のあいだ、各アークスタート期間T1における溶接電流Iwの絶対値の最大値を段階的に減少させる。
(もっと読む)
アーク溶接時における溶接開始アークを発生させるためのタップピース
【課題】アーク溶接時における溶接開始のためのアークを発生させ、溶接部位の開始部分に付着して使用されるタップピースを提供する。
【解決手段】非伝導性材質からなるボディー41と、ボディーと結合可能な形状を有するが、一側がボディーに結合され、他側を露出させて、アーク溶接時における溶接開始アークを発生させるための伝導性材質からなるアーク発生部43とを備える。
(もっと読む)
アーク溶接装置
【課題】溶接のタクトタイムを短縮することができ、かつ、アークのスタート性を向上させることができるアーク溶接装置を提供する。
【解決手段】本発明のアーク溶接装置は、溶接ロボット4によって溶接トーチ7が溶接開始位置に達して停止したときに、溶接ワイヤ1の先端部が溶接開始位置から予め定めた第2スローダウン距離S2だけ離れた第2スローダウン開始位置に達するように溶接ワイヤ1を第1スローダウンさせる。そして、溶接トーチ7が溶接開始位置に達して停止したときに、溶接ワイヤ1の第2スローダウンを開始させて、溶接ワイヤ1の先端部を被溶接物2と短絡させてアーク3を発生させている。その結果、溶接ワイヤの先端部を被溶接物と短絡させて発生した種火が消えてしまう不具合が無いために、溶接のタクトタイムを短縮することができ、かつ、アークのスタート性を向上させることができる。
(もっと読む)
消耗電極アーク溶接のアークスタート制御方法。
【課題】 チタン等の特殊な部材で溶接を行うとき、プリフロー時間を10秒〜20秒も必要とし、プリフローが終了し溶接が何時開始されるのか判断するのが難しい。
【解決手段】 溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させることを、特徴とする消耗電極アーク溶接のアークスタート制御方法である。
(もっと読む)
アーク溶接方法
【課題】アーク未発生の原因となるワイヤ先端又は溶接対象物表面のスラグや酸化皮膜等を効率的に除去できるとともに、溶接品質の向上が図られたアーク溶接方法を提供する。
【解決手段】溶接開始予定点52においてアークが発生しなかった場合、一旦アークをストップし、溶接ワイヤ24の先端を溶接対象物50から離隔させる。次に溶接トーチ16を往復動させ、往復動作の実行前又は実行途中で再度アークスタートを実行する。溶接トーチの復路移動中に、溶接ワイヤの先端が溶接対象物の表面を摺動する。
(もっと読む)
ガスシールドアーク溶接のアークスタート制御方法およびアーク溶接ロボットの制御装置
【課題】溶接開始部におけるガス流量を検出し、適正なガス流量であることと判断してからアークスタート処理を実行するガスシールドアーク溶接のアークスタート制御方法を提供する。
【解決手段】溶接電源に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過した後にアークスタート処理を開始するガスシールドアーク溶接のアークスタート制御方法において、シールドガス流量を検出するガス流量センサからの信号を入力としてガス流量を監視する(S1)。プリフロー時間が経過した時点でガス流量が所定範囲内であるか否かを判定する(S5)。ガス流量が所定範囲内であると判定した場合はアークスタート処理を開始する(S6)。所定範囲外であると判定した場合はガス流量が所定範囲内になるまで待機する(S7)。ガス流量の過不足による溶接不良の発生を防止することができる。
(もっと読む)
11 - 20 / 74
[ Back to top ]