
国際特許分類[B23K9/067]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | アーク溶接または切断 (5,325) | アークスタートのための,例.点孤電圧の発生による,またはアーク安定のための装置または回路 (332) | アークスタートのためのもの (74)
国際特許分類[B23K9/067]に分類される特許
51 - 60 / 74
2電極アーク溶接のアークスタート制御方法
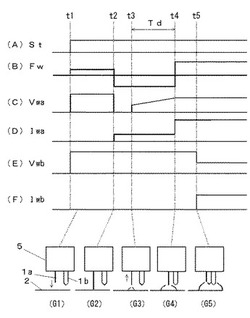
【課題】 消耗電極1a及び非消耗電極1bを溶接トーチ先端の1つのシールドガスノズル5内に設け、消耗電極アーク及び非消耗電極アークを発生させて溶接する2電極アーク溶接において、高周波放電高電圧を印加しないでスパッタのないアークスタートを実現する。
【解決手段】 本発明は、消耗電極を母材へ前進送給し、母材と接触すると後退送給し、消耗電極が母材から離れると小電流値の初期アークを発生させ、この初期アークを維持しながら後退送給を所定期間Td継続してアーク長を高くし、期間が経過すると消耗電極を定常送給速度で再前進送給して大電流値の定常アークに移行させ、この定常アークによって非消耗電極と母材との空間にプラズマ雰囲気を充満させて非消耗電極アークを発生させる2電極アーク溶接のアークスタート制御方法である。
(もっと読む)
アーク溶接開始方法

【課題】 ワーク3を形成する板材が亜鉛メッキ鋼板である場合、板材間及びワーク3・設置台2間の接触抵抗値が大きくなるために、アークスタート性が悪くなる。本発明は、このような溶接条件下でのアークスタート性の改善を目的とする。
【解決手段】 本発明は、ワーク3を設置台2に取り付けてアーク溶接を開始するアーク溶接開始方法において、溶接開始指令Stが出力されると、給電金具7をワーク3に押し付けてワーク3と設置台2とを接触状態にし、前記給電金具7と設置台2との間に電圧を印加して前記給電金具7からワーク3を経て設置台2へと接触電流Isを通電してワーク3・設置台2間の接触抵抗を減少させ、前記接触電流Isの通電を停止した後に溶接電源PSによって溶接用電極1とワーク3との間にアークを発生させて溶接を開始する、ことを特徴とするアーク溶接開始方法である。
(もっと読む)
ロボット溶接のアークスタート制御方法
【課題】溶接ワイヤと母材とを一旦短絡させた後に溶接ロボットによって溶接トーチを後退移動させて溶接ワイヤを母材から引き離してアークを発生させるアークスタート方法の性能を向上させること。
【解決手段】本発明は、溶接ワイヤと母材とを一旦短絡させた後に引き離して初期アークを発生させ、溶接トーチを所定位置まで後退移動させると共に初期アーク電流Iasを通電し、その後は溶接ワイヤの定常送給及び定常溶接電流Icの通電を開始して初期アークから定常アークに移行させるロボット溶接のアークスタート制御方法において、前記初期アーク発生時点から再短絡防止期間Th中は、再短絡を防止するために前記初期アーク電流Iasよりも大きな値の再短絡防止電流Ihを通電するロボット溶接のアークスタート制御方法である。
(もっと読む)
消耗電極アーク溶接終了制御方法
【課題】消耗電極アーク溶接の溶接終了時におけるスパッタ発生を抑制する。
【解決手段】本発明は、溶接電源に溶接終了指令が入力されると、送給モータに停止指令を出力し、溶接ワイヤが停止したときのワイヤ燃上り高さが略所望値になるように溶接電源の出力をアンチスチック制御する消耗電極アーク溶接終了制御方法において、同図(A)に示す溶接終了指令Stが入力された後の同図(G)に示す最初の短絡発生を検出して同図(C)に示す送給モータに停止指令を出力し、続いてこの短絡期間中に溶滴のくびれ現象を検出して溶接電流Iwを急減させて低い値に維持してアークを再発生させ、アーク長が略一定の低い状態でアークが再発生すると(tb)、前記アンチスチック制御を行いワイヤ燃上り高さを所望値にする消耗電極アーク溶接終了制御方法である。
(もっと読む)
ロボットアーク溶接のアークスタート制御方法
【課題】 溶接開始に際して、溶接ロボットのマニュピュレータに取り付けられた溶接トーチ4から送給される溶接ワイヤ1を被溶接物2に一旦接触させた後に引き離し、この引き離しによって初期アーク3aを発生させた後に定常アーク3bへと移行させるロボットアーク溶接のアークスタート制御方法において、前記溶接ワイヤ1の引き離しを後退送給によって行った場合、送給方向の反転に時間がかかるために、タクトタイムが長くなり、かつ、アークスタート部分の溶接品質が悪くなることがある。
【解決手段】 本発明は、前記溶接ワイヤ1の引き離しを、前記溶接トーチ4の後退移動によって行う、ことを特徴とするロボットアーク溶接のアークスタート制御方法である。
(もっと読む)
消耗電極式溶接方法
【課題】 従来の消耗電極式溶接方法ではロボットマニピュレータの反転動作を必要とするので余分な応答時間および加減速時間が必要で、さらに、溶接ワイヤの送給が溶接ワイヤの溶融速度に追いつけずアーク長が長くなってアークが不安定になるといった課題を有していた。
【解決手段】 溶接ワイヤ1を送給しながらロボットマニュピレータ9により溶接トーチ4を母材7から引き離す方向に移動させることにより、溶接ワイヤ1が母材7から離れて初期アークが発生するので、反転動作を必要とせず無駄時間を削減してタクトタイムを短縮すると共に溶接始端部のアークを安定させ「チョコ停」を効果的に削減することができる。
(もっと読む)
消耗電極式溶接方法
【課題】 従来の消耗電極式溶接方法ではロボットマニピュレータの反転動作を必要とするので余分な応答時間および加減速時間が必要で、さらに、溶接ワイヤの送給が溶接ワイヤの溶融速度に追いつけずアーク長が長くなってアークが不安定になるといった課題を有していた。
【解決手段】 溶接ワイヤ1を送給しながらロボットマニュピレータ9により溶接トーチ4を母材7から引き離す方向に移動させることにより、溶接ワイヤ1が母材7から離れて初期アークが発生するので、反転動作を必要とせず無駄時間を削減してタクトタイムを短縮すると共に溶接始端部のアークを安定させ「チョコ停」を効果的に削減することができる。
(もっと読む)
消耗電極式アーク溶接方法におけるアークスタート方法
【課題】 確実なアークスタートを行うことが可能で、そのため溶接欠陥の発生を抑制して高品質な高速溶接を行うことが可能な消耗電極式アーク溶接方法におけるアークスタート方法を提供する。
【解決手段】 ワイヤの溶接チップからの突出し部分において、溶接チップに近い部分よりもワイヤ先端部を高温にしておく。ワイヤ先端部は、300℃以上、好ましくは450℃以上に予熱しておく。予熱用アークを発生させることで上記ワイヤ先端部の予熱を行う。予熱用アークは、溶接電流よりも低電流とし、予定溶接線の終端部近傍の位置において、スポット状に発生させる。
(もっと読む)
アークスタート制御方法
【課題】 消耗電極ガスソールドアーク溶接の溶接開始時に、溶接ワイヤを被溶接物に一旦接触させた後に引き離してアークを発生させるアークスタート制御方法において、前記引き離し時に再接触又はアーク切れが発生することを防止すると共に、定常アーク状態へと円滑に移行させて、良好なアークスタート性を確保する。
【解決手段】 本発明は、溶接開始に際して、溶接ワイヤ1を被溶接物2に接触させた後に、溶接ワイヤ1を被溶接物2から引き離して初期アーク3aを発生させ、この引き離しによってワイヤ先端・被溶接物間距離Lwが予め定めた後退距離設定値Lsに達した後に、前記初期アーク3aから定常アーク3bへと移行させる、ことを特徴とするアークスタート制御方法である。
(もっと読む)
アークスタート制御方法
【課題】 溶接ワイヤを被溶接物に一旦接触させた後に引き離してアークを発生させるスタート方法において、前記接触時に溶接ワイヤが被溶接物に溶着することを防止する。
【解決手段】 本発明は、溶接開始に際して、溶接ワイヤを被溶接物に接触させ、この接触を判別すると初期電流を通電すると共に溶接ワイヤを被溶接物から引き離し、この引き離しによって初期アークが発生した後に定常アークに移行させるアークスタート制御方法において、前記溶接ワイヤと被溶接物との接触の判別動作が、溶接電源装置に内蔵又は外部に設置された接触判別電圧印加回路VTから溶接ワイヤと被溶接物との間に接触判別電圧を印加して前記両者が接触すると1[mA]以上3[A]以下の接触判別電流が通電することを判別することによって行う接触の判別動作である、ことを特徴とするアークスタート制御方法である。
(もっと読む)
51 - 60 / 74
[ Back to top ]