
国際特許分類[B23P6/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 対象物の修復または修理 (63)
国際特許分類[B23P6/00]の下位に属する分類
ピストンまたはシリンダーの修復または修理
破損またはひび入り金属部品や製品,例.鋳造物,の修理 (26)
国際特許分類[B23P6/00]に分類される特許
1 - 10 / 37
シャーナイフ刃の再生処理方法及び再生シャーナイフ刃
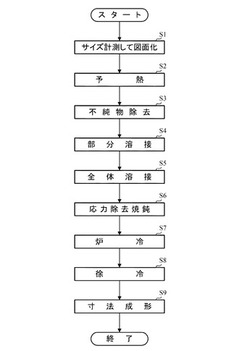
【課題】再生処理を効率的かつ材料に則して行い、再生刃の強靭性、耐久性が高く、延性をも回復することができるシャーナイフ刃の再生処理方法及びその方法により製造された再生シャーナイフ刃を提供する。
【解決手段】使用済みシャーナイフ刃を幅1インチ当たり1時間の割合で400℃で予熱し、予熱後のシャーナイフ刃の表面の付着物を除去し、前記シャーナイフ刃の摩耗若しくは損傷部に対して溶接棒を用いて1200℃で部分溶接を行い、DF2A−400−B系の溶接棒で7〜8mmの厚さとなる全面溶接を温度低下を防ぎながら行い、その後約550℃にて応力除去焼純を行い、7〜8時間の炉冷を行って300℃まで温度低下させ、更に12時間の除冷を行って後に寸法の成形を行う。
(もっと読む)
管板に対する管溶接部の補修方法

【課題】溶接部に欠陥が生じた管を栓で塞ぐことなく、溶接に悪影響を及ぼす熱媒体が管板と管との間に残存していても、不純物の新たな溶接部への混入を阻止し得、溶接品質を低下させずに補修溶接を確実に行い得る管板に対する管溶接部の補修方法を提供する。
【解決手段】管板3に対する管2の欠陥が生じた溶接部を切除し、管2の端部を拡管することにより、貫通孔5に対する管2の隙間をなくし、拡管された管2外周と管板3との接触部に環状溝7を切削し、該環状溝7にリング8を埋め込み、該リング8を含め前記管2の端部を再度拡管し、該管2の端部と共に拡管されたリング8が埋め込まれた環状溝7を埋めるように初層溶接し、該初層溶接部9に重ねて前記切削した溶接部を埋め戻すように残層溶接する。
(もっと読む)
サンプリング及び補修方法
【課題】鋼面の裏面側の空間に切粉が入り込むことを抑制し、且つサンプルの採取や補修を容易に行うサンプリング及び補修方法を提供する。
【解決手段】サンプリング工程と補修工程を備えるサンプリング及び補修方法であって、
サンプリング工程は、鋼面1の表面側から裏面側に向かう非貫通穴3をサンプル1aの外形位置に複数形成し、複数の非貫通穴3をサンプル1aの外形に沿って連結するように切断し且つサンプル1aの周囲に外周溝4を形成し、外周溝4の底部を鋼面1の表面側から裏面側まで切断し、サンプル1aを鋼面1から切り抜いて採取する工程であり、
補修工程は、鋼面1の切り抜き孔に塞ぎ板を配置し、塞ぎ板を鋼面1に溶接して固定し、塞ぎ板と鋼面1で形成される凹部に溶接材を埋め込み、鋼面1の切り抜き孔を補修する工程である。
(もっと読む)
ガスタービン動翼の補修方法およびガスタービン動翼
【課題】ガスタービン動翼の翼先端の減肉部を補修する際、肉盛溶接におけるき裂等の欠陥の発生を防止し、信頼性の高い補修を行うことができるガスタービン動翼の補修方法、およびその補修方法により補修されたガスタービン動翼を提供する。
【解決手段】ガスタービン動翼の補修方法は、翼先端10aの減肉部12を除去し、翼先端10aを平面13に加工する減肉部除去工程S101と、平面13に加工された翼先端10aに、ガスタービン動翼10を構成する基材よりも延性が大きい肉盛材料の粉末をレーザ光によって溶融して多層に肉盛し、所定の厚さの肉盛部14を形成する肉盛溶接工程S102と、肉盛部14の形状を減肉する前の当初の翼先端10aの形状と同一の形状に加工する成形工程S103と、肉盛溶接工程S102におけるレーザ溶接によって生じた残留ひずみを除去する熱処理工程S104とを備える。
(もっと読む)
亀裂の補修方法
【課題】深い表面亀裂にも適用することができ、施工後の熱処理などの後処理が不要な亀裂の補修方法を提供する。
【解決手段】補修すべき亀裂1を挟んでその両側に、亀裂と略平行で且つ亀裂よりも浅いノッチ2a,2b,3a,3bをそれぞれ形成する。亀裂の両側に形成したノッチが亀裂の応力拡大係数を低下させるので、亀裂の進展速度を遅くすることができ、また、構造物の破壊の可能性を低下させることができる。
(もっと読む)
機能性シート及びそれを用いた金属製品の表面強化方法
【課題】緻密化・高速化・多層化できる機能性シートを及びこの機能性シートを用いた金属製品の表面強化方法を提供する。
【解決手段】ロウ材粉末と機能粉末を用い、これを粉末クラッド圧延でシート化したものである。
(もっと読む)
補修装置および補修方法
【課題】補修作用を効率化できる補修装置および補修方法を提供すること。
【解決手段】この補修装置1は、ケーシング21と、このケーシング21に対してスライド可能に配置されるスライド軸22と、このスライド軸22に対して回転可能に配置されるターンテーブル24と、このターンテーブル24に設置されると共にバイト41を有する切削機構4と、ターンテーブル24の回転に対する切削機構4の回転半径を進退変位させる進退機構6とを備える。ケーシング21が管に対して芯出しされて位置決めされた状態にて、スライド軸22が軸方向にスライドしつつターンテーブル24が回転変位すると共に進退機構6が切削機構4を進退変位させることにより、バイト41が管の内周面形状に沿って螺旋状に旋回しつつ管の内周面を切削加工する。
(もっと読む)
静電チャックおよびその修理方法
【解決手段】静電チャックを長寿命化する新規な方法を提供する。方法は、金属製冷却プレートがセラミック製の上側プレートにインジウム接着剤を介して取り付けられたチャックを提供する段階と、使用期間の後チャックを分解する段階と、使用済みの金属製冷却プレートを含む新たなチャックを提供する段階とを備える。所定の実施形態では、インジウムを接着剤として用いることにより、チャックのその他の部品を損傷させることなく、上記の分解および再組み立てを行うことが比類なく可能になる。 (もっと読む)
レーザ充填および適度なHIP圧縮成形によるチタンブレードの修理方法
本発明は、金属部品の修理方法で、損傷部品に前記金属の粉末を噴霧によって前記損傷部品を充填することによる修理方法であって、プロセスが、前記粉末を使用して前記損傷部品をレーザ充填するステップと、その後に、熱間等静圧圧縮成形するステップであって、前記熱間等静圧圧縮成形時に加えられる最高温度は前記金属の再結晶温度を超えないステップとを含むことを特徴とする方法に関する。 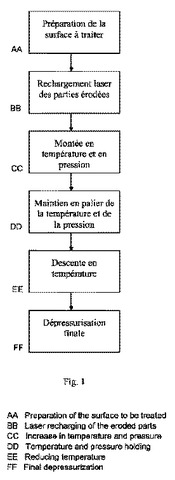 (もっと読む)
(もっと読む)
コーティングホブの再研磨・再コーティング方法および再研磨・再コーティングホブ
【課題】硬質被膜の除去および再コーティングに要する時間や労力、コストの削減を図ることが可能なコーティングホブの再研磨・再コーティング方法を提供する。
【解決手段】切れ刃1の少なくとも逃げ面2に第1の硬質被膜3がコーティングされた上に、切れ刃1のすくい面4と逃げ面2とに、第1の硬質被膜3を除去し得ない除膜液によって除去可能な第2の硬質被膜6がコーティングされたコーティングホブの再研磨・再コーティング方法にあって、切れ刃1のすくい面4をホブ母材5が露出するまで再研磨する再研磨工程および除膜液によって第2の硬質被膜6を除去する除膜工程と、これら除膜工程および再研磨工程の後に切れ刃1のすくい面4と逃げ面2とに第2の硬質被膜6を再コーティングする再コーティング工程とを備える。
(もっと読む)
1 - 10 / 37
[ Back to top ]