
国際特許分類[B23Q5/22]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 駆動または送りのための機構;そのための制御装置 (419) | 工具または工作物を支持する部材の送り (242)
国際特許分類[B23Q5/22]の下位に属する分類
流体圧駆動 (9)
電気的駆動 (106)
加工主軸の送り
工具または工作物を支持する他の部材,例.サドル,工具摺動台,の機械的伝達装置を介しての送り (77)
送りの制限 (5)
国際特許分類[B23Q5/22]に分類される特許
41 - 45 / 45
制御装置
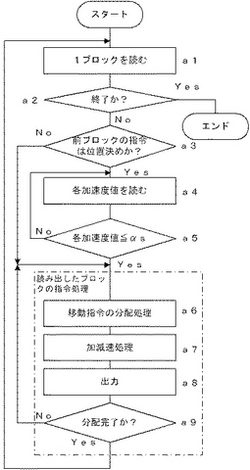
【課題】 被駆動体の振動による加工精度の低下や運動精度の低下を防止する。
【解決手段】 被駆動体に加速度を検出する加速度検出手段を取り付けておく。前ブロックが位置決め指令であったとき(a3)、この位置決め指令の移動指令分配完了後、加速度検出手段で検出される加速度検出値が設定値αs以下になるまで待つ(a5)。加速度検出値が設定値αs以下となると、次ブロックの移動指令の分配を開始する(a6)。加速度検出値が設定値αs以下となり、振動が停止した後、切削送り等を開始するから、精度が高い加工を行うことができる。また、無駄な待ち時間がなくなり加工時間を短縮できる。また、加減速時等での振動発生を抑制するためにオーバライド値を変えたり、加減速時定数を変えて振動を抑制する。
(もっと読む)
微細表面形状切削加工装置及び微細切削加工方法

【課題】精密な微細凹凸を創成することのできる微細表面形状切削加工装置を提供すること。
【解決手段】被加工物を搭載し、往復運動をする第1のスライド機構と、第1のスライド機構の運動方向と直角方向に間欠位置決め運動をする第2のスライド機構と、第1および第2のスライド機構の運動軸とそれぞれ直角な方向に切削工具の切込み量を高速かつ微細に制御する工具切込み機構と、第1のスライド機構の運動に従ってパルス信号を発生する位置検出器とを備えた微細表面形状切削加工装置であって、第1のスライド機構の正方向の運動時に位置検出器から発生するパルス信号に同期して工具切込み機構により工具切込み量を高速に変化させ、第1のスライド機構の逆方向運動時には切削工具を待避させ、かつ、第1のスライド機構が一往復する毎に第2のスライド機構を一定量送ることによって加工面上に微細表面形状を創成するので、精密な微細凹凸を創成することができる。
(もっと読む)
研削盤
【課題】 砥石の切り込み量の調節を適切に行うことができる研削盤を提供する。
【解決手段】 研削盤10は、支持筒20と、主軸線28を中心に回転する主回転体21と、この回転とともに主軸線28を中心に回転移動され、主軸線28に平行なスピンドル軸線39を中心に回転される砥石38とを備える。さらに、研削盤10は、主回転体21内に配設され、主軸線28に平行に往復動する移動部材30と、この往復動によりスピンドル軸線39を主軸線28に対して近接または離間させる切り込み機構とを備えている。移動機構は、支持筒20に設けられた主軸線28と平行かつ所定距離離間した回転軸線を中心に駆動されて回動する回動軸56と、回動軸56の回動を主軸線28に平行な往復動に変換するボールねじ57と、変換された往復動を主回転体21内の移動部材30に伝達する伝達手段とを備える。
(もっと読む)
工作機械
【課題】 鉛直方向に移動する鉛直方向移動体を有する工作機械において、大幅なコストアップをすることなく、移動方向反転時にカウンタバランサの追従遅れによる象限突起を低減させて、加工精度を高めることのできる工作機械を提供する。
【解決手段】 工作機械に、Y軸方向(鉛直方向)に移動可能なY軸移動体20と、Y軸移動体20にかかる重力の影響を除去するためのカウンタバランサ24と、カウンタバランサ24とY軸移動体20との間に配置される緩衝手段29とを具備させる。
(もっと読む)
微動ステージ装置
【課題】 サブナノメートルで移動させることを可能としつつ、大ストロークで変位させることも可能とする微動ステージ装置を提供すること。
【解決手段】 少なくとも一次元方向に移動可能に支持されたステージ2と、ステージ2に設けられた支点Cを中心として回動自在に支持されたテコ5と、テコ5の一端部分に設けられた第1のアクチュエータ6と、支点Cに対して第1のアクチュエータ6と反対方向の回転モーメントを付与する第2のアクチュエータ7と、を備えることを特徴とする。
(もっと読む)
41 - 45 / 45
[ Back to top ]