
国際特許分類[B23Q5/22]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 工作機械の細部;構成部分,または付属装置,例.倣いまたは制御装置;特定の細部または構成部分の構造により特徴づけられる工作機械一般;特定の結果を目的としない金属加工機械の組合わせ (8,929) | 駆動または送りのための機構;そのための制御装置 (419) | 工具または工作物を支持する部材の送り (242)
国際特許分類[B23Q5/22]の下位に属する分類
流体圧駆動 (9)
電気的駆動 (106)
加工主軸の送り
工具または工作物を支持する他の部材,例.サドル,工具摺動台,の機械的伝達装置を介しての送り (77)
送りの制限 (5)
国際特許分類[B23Q5/22]に分類される特許
11 - 20 / 45
2軸同期駆動制御装置およびこの装置を用いたサーボプレスおよびダイクッション装置
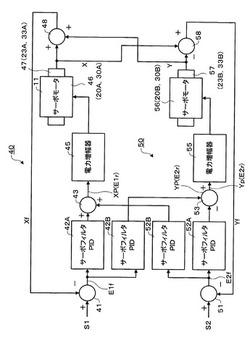
【課題】2軸駆動制御の同期性を向上する。
【解決手段】第1、第2のサーボ駆動制御系40,50を、信号X、Yを加減算してフィードバック信号Xf、Yfを生成可能かつ指令信号S1(“2S”)、S2(“0”)からフィードバック信号Xf、Yfを減算して前段偏差E1f、E2fを求め、さらに前段偏差E1fをサーボ駆動制御系50に同期調整入力可能でかつ前段偏差E2fをサーボ駆動制御系40に同期調整入力可能に形成されている。
(もっと読む)
スライド駆動装置

【課題】複数のスライド部が同期してスライド駆動可能なスライド駆動装置を提供する。
【解決手段】スライド駆動装置1では、可動プレート106とスライドブロック11におけるフランジ113、114との間にワイヤ131、132が張設されている。また、可動プレート106とスライドブロック12におけるフランジ123、124との間にワイヤ141、142が張設されている。ワイヤ131、132、141、142は、プーリ151〜153、161〜163などを介して張設されている。可動プレート106が一の方向に移動するとき、ワイヤ131、141およびワイヤ132、142の一方に引っ張り力が作用し、他方が送出されることにより、可動プレート106の移動量に応じたストロークをもってスライドブロック11、12がY軸方向にスライドする。
(もっと読む)
二次元型テーブル微小角度駆動機構
【課題】本発明は、二軸テーブルの微小角傾動を4個のヒンジを有するフレクチャヒンジ体を介して行うことにより、円滑で高精度の傾動動作を行うことを目的とする。
【解決手段】本発明による二次元型テーブル微小角度駆動機構は、ベース(1)のシャフト(3)上に4個のヒンジ(31〜34)を有するフレクチャヒンジ体(4)を設け、このフレクチャヒンジ体(4)の可動側に二軸テーブル(5)を設け、この二軸テーブル(5)を二軸方向に駆動するための二軸の駆動トルカ(20〜23)を設け、各駆動トルカ(20〜23)を選択的に駆動することにより各ヒンジ(31〜34)のねじりによって二軸テーブル(5)の傾動を行う構成である。
(もっと読む)
テーブル位置決め装置
【課題】高精度位置決めを迅速かつ安定して行なえるようにする。
【解決手段】 ボールねじ軸(リード1mm)を利用した全域回転駆動型でかつテーブルを最小1nmずつ移動可能で、3つの光学格子(明・暗線が2μm)を用い信号分割数を2000として1nm/1パルスの移動変位量検出信号を生成でき、オープンループ制御による高速回転とクローズドループ制御による中速回転および低速回転をこの順序で切換えて位置決めでき、低速回転中にインポジション範囲内であることを確認して迅速停止可能に形成されている。
(もっと読む)
工作機械テーブルの往復反転位置決め方法
【課題】操作盤からの入力でワークの研削加工時にテーブルを往復反転させることを可能にするテーブルの往復反転位置を決める方法を提供する。
【解決手段】一対の光透過型光電センサを工作機械のテーブル案内面を有するベッドの正面に固定し、2本の櫛歯スケールをテーブルの正面に固定し、、テーブルストロークの長さに応じてテーブル左行反転位置(nr)、およびテーブル右行反転位置(nl)を決め、その光透過型光電センサの位置カウント数を操作盤より制御装置のメモリ部に入力し、工作機械テーブルの往復反転位置決めを行った。
(もっと読む)
工作機械
【課題】停電等で突然電源が遮断されたときに、工具が被加工物に食い込んでしまい被加工物が傷付けられる。
【解決手段】無停電電源装置5は、数値制御装置10に電源遮断信号を出力する。数値制御装置10は、所定の相対移動軌跡上の各位置で各位置における速度を徐々に小さくした移動指令データをモータ制御装置20に出力して、所定の減速時間後に移動指令データの出力を停止する。モータ制御装置20は、移動指令データに基づいて同期して送りモータ13,15,17を駆動制御するとともに、各同期制御軸毎に検出される速度が0のときにそれぞれ停止信号を出力する。数値制御装置10は、全ての停止信号を入力したときに主軸の移動体16を上昇させる移動指令データを出力する。数値制御装置10は、主軸の移動体16が停止した後にブレーキ信号を出力してブレーキ装置4を作動させる。
(もっと読む)
シリンダ式のバランス装置を備えた工作機械
【課題】バランス装置の圧縮空気または加圧油の圧力に異常が生じたときに工具と被加工物が衝突するおそれがある。
【解決手段】圧力センサ33は、数値制御装置10に空気圧異常信号を出力する。数値制御装置10は、ブレーキ信号を出力してブレーキ装置4を作動させる。数値制御装置10は、所定の相対移動軌跡上の各位置で速度を徐々に小さくした移動指令データをモータ制御装置20に出力して、所定の減速時間後に移動指令データの出力を停止する。モータ制御装置20は、移動指令データに基づいて同期して送りモータ13,15,17を駆動制御するとともに、各同期制御軸毎に検出される速度が0のときにそれぞれ停止信号を出力する。数値制御装置10は、全ての停止信号を入力したときに主軸の移動体16を上昇させる移動指令データを出力する。
(もっと読む)
ドリル装置
【課題】小径刃物の寿命短縮を防止するために、小径刃物に大きな負担がかからないようにする。
【解決手段】ドリルモータ46を駆動源にして環状刃物を回転駆動する電気ドリルは、送りモータ20aを備えたドリル送り部によって、被加工体に接近し、環状刃物により被加工体の穿孔が行われる。穿孔の過程で、ドリルモータ46のモータ電流がモータ電流検出器50で検出される。メイン制御部64は、モータ電流検出器50による検出結果と予め設定した比較値とを比較し、穿孔中の前記環状刃物の刃物径を識別し、前記識別結果に応じて前記刃物径ごとに制御モードを設定する。
(もっと読む)
稼動中のボールネジにおける温度分布算定方法及び当該方法に基づく変位補正方法
【課題】ボールネジにおいて、稼動段階の発熱を原因とする各位置の温度分布を考慮したうえで、各作動時間において、指令位置を適切に補正する方法を提供すること。
【解決手段】ボールネジ1の両端、及びメネジ2につき、所定の時刻毎に温度測定を行い、時間間隔(Δt)及び単位区間幅(Δx)に基づく差分方程式の解による各区分単位の温度分布を、当該所定の時間の経過毎にマイクロコンピュータによって算定することによるボールネジ1における温度分布の算定方法、及び当該温度分布に基づいて、各所定の位置の固定端11からの距離の増加量を算定し、必要に応じて引張応力が加えられている場合、及び当該引張応力による機械的変形量を考慮し、前記距離の補正を行うことによって、前記課題を達成することができるボールネジにおける指令位置の変位を補正する方法。
(もっと読む)
作りつけの表示ランプを有する手動式および押ボタン式両用の手動パルス発生器
本発明は作り付けの表示ランプを有する手動式および押ボタン式の両用の手動パルス発生器を提供する。この手動パルス発生器は回転パルス入力ユニットと中央処理ユニットとを備えている。中央処理ユニットは正転表示ランプと逆転表示ランプに接続されている。回転信号入力ユニットおよび/または押ボタン信号入力ユニットは出力信号を中央処理ユニットに転送し、ここで処理される。その後、差分チップを介して制御信号が出力される。一方、中央処理ユニットはフィードバック回路を通して制御信号を収集することにより、工作機械起動時のセルフチェックを行う。このパルス発生器は非接触構造を採用することにより、従来技術より使用寿命が大幅に延長し、長持ちする。さらに、手動パルス発生器に制御器、作りつけの表示ランプ、および押ボタン制御ユニットを取り付けることにより、従来の手動パルス発生器の欠点を克服し、故障発生率を低減し、作業効率を大幅に向上する。加えて、構成が簡単なため生産が容易であり、また工作機械制御の分野で広く普及することに適する。  (もっと読む)
(もっと読む)
11 - 20 / 45
[ Back to top ]