
国際特許分類[B24B19/26]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 他のメイングループのどれにも分類されない特定の研削加工用専用機械または専用装置 (292) | 弧状面を有する工作物,例.自動車車体の一部,バンパー,磁気記録ヘッド,を研削するもの (19)
国際特許分類[B24B19/26]の下位に属する分類
国際特許分類[B24B19/26]に分類される特許
1 - 10 / 18
ガラス板研磨装置
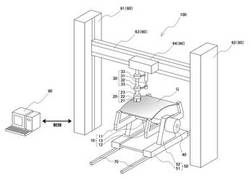
【課題】研磨手段の姿勢制御に着目することにより、近年要求が高まっている曲面を多用した建築物の外装材や内装に利用可能な、種々の曲面を有する結晶化ガラスを工業的に製造する技術を提供する。
【解決手段】曲面を有するガラス板Gを研磨するガラス板研磨装置であって、ガラス板Gを保持する保持手段10と、ガラス板Gを研磨する研磨手段20と、ガラス板Gに対して研磨手段20を押し付ける押圧手段30と、ガラス板Gと研磨手段20とが実質的に面接触する状態を維持しながら、保持手段30を回転させる回動手段40と、保持手段30を水平方向にスライドさせるスライド手段50と、を備え、ガラス板Gと研磨手段20との面接触領域において、ガラス板Gに対する研磨手段20の押圧軸aがガラス板Gの曲面の法線bと一致するように、回動手段40、及びスライド手段50が調整される。
(もっと読む)
プレス成形金属板の変形箇所修正方法

【課題】プレス成形金属板の変形箇所を熟練度を要することなく簡単に修正可能な修正方法を提供する。
【解決手段】プレス成形された金属板Wの凹状の変形箇所2を修正する方法であって、変形箇所2およびその周囲をオイルストーンにより擦る工程Aと、先端に半球状部1Bを有する棒状の修正治具1を用い、半球状部1Bにより変形箇所2を擦って変形箇所2に摩擦熱を生じさせる工程Bと、半球状部1Bにより擦られた変形箇所2をオイルストーンにより擦る工程Cと、をその順序で行う。工程Bでは半球状部1Bを略筆圧の押圧力で変形箇所2に当接させて擦ることが好ましい。また、工程Bで半球状部1Bにより線条痕が出るように変形箇所2を擦り、工程Cで線条痕が消えるまでオイルストーンにより擦る方法とすることが好ましい。
(もっと読む)
サイドプレート用研磨調整装置
【課題】塗工装置のサイドプレートを容易に、かつ、精度良く研磨し、形状を調整することの可能なサイドプレート用研磨調整装置の提供を目的とする。
【解決手段】研磨調整装置1は、サイドプレート105の載置される載置板2、サイドプレート105の第一の円弧部を研磨する第一の研磨治具3、サイドプレート105の第二の円弧部を研磨する第二の研磨治具4、及び、サイドプレート105を第一の研磨治具3や第二の研磨治具4に押し付けるための押し付け部材5などを具備し、塗工装置101のサイドプレート105を研磨し、形状を調整する。
(もっと読む)
トロイダル型無段変速機のディスクの研磨方法およびトロイダル無段変速機のディスクの研磨装置
【課題】ディスクの加工を精度良く行うことができると共に、ディスクを量産できるトロイダル型無段変速機のディスクの研磨装置および研磨方法を提供すること。
【解決手段】第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42との間に第1砥石1を挟持した状態で、第1ディスク10と第2ディスク11とを同時で回転させて、第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42とを同時に研磨する。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法
【課題】キャリアを小径化せずにピンの端面の曲率半径(R2)をさらに小さくすることができる動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】中心軸3z周りに回転する回転体であって、外周近傍にピン1の両端面1aを研削する一対の砥面3bを有する砥石3と、中心軸3zと平行な中心軸2z周りに回転する回転体であって、ピン1を、中心軸3zに平行な姿勢で保持するキャリア2とを有する研削装置を用いてピンの研削を行う場合において、一対の砥面3b間にキャリア2によりピン1を挿入して通過させるとき、最深位置の前位置ではキャリア2の中心軸2zを砥石3の中心軸3zに変位量Δxだけ近づけ、最深位置では中心軸2zを元に戻して中心軸3zから遠ざけ、そして、最深位置の後位置では再び中心軸2zを中心軸3zにΔxだけ近づける、という進退動作をキャリア2が実行する。
(もっと読む)
特に自動車補修におけるパテの自由曲面精密研削生産加工方式および自由曲面精密研削ツール
【課題】ツール加工部接触部の移動軌跡の点又は線接触での研削から、非研削面の所要の面形状の接触での自由曲面精密研削生産加工方式および自由曲面精密研削ツールを提供することにある。
【解決手段】y軸方向又はxy軸方向へ繰り返し摺動させることで非加工面を精密加工する自由曲面精密加工ツールであって、研削板に弾性力が一定な弾性体と、しなりを持つ研削材保持板を有し、下端部の該研削材保持板に接着、螺着等の手段により、面ファスナー等が貼着されている研削材保持体に、研削材が接着された他方の面ファスナー(この場合、被係合側)を圧接により装着したものを備え、これにより研削材が接触して被加工面の形状に弾性変形をしながら自由曲面精密研削(20〜30μで2〜3cmのスロープでの研削)する。
(もっと読む)
動力伝達チェーン用ピンの研削装置及び研削方法
【課題】より小さな曲率半径も、容易に実現可能な、動力伝達チェーン用ピンの研削装置及び研削方法を提供する。
【解決手段】外周近傍に動力伝達チェーン用ピンの両端面を研削する一対の砥面を有する砥石3と、ピンを、砥石3の中心軸に平行な姿勢で保持して一対の砥面間に挿入するキャリア2と、キャリア2により研削上の最深位置までピンが挿入された状態において、当該ピンが砥石3の径方向に直交する仮想平面上で揺動するようにキャリア2ごとピンを揺動させる揺動機構10とを備えた構成とする。
(もっと読む)
エンドミル及びその製造方法
【課題】シャンクの軸線を傾けることなくアンダーカット形状の切削加工を行うことができるエンドミルの製造方法を提供すること。
【解決手段】ダイヤモンドチップ3を仮シャンクに仮固定して研磨部30bを形成し、その後に仮シャンク5からダイヤモンドチップ3を取り外して加工用のシャンク2に固定する。よって、ダイヤモンドチップ3が仮シャンク5に取付けられる取付け面を変更できるので、ダイヤモンドチップ3の取付面を当て面34から係合凸部37に変更できる。このように取付面を変更するために、貫通穴30aを中心としてダイヤモンドチップ3を回転させるので、円弧状の研磨部30bが凸となる向きを、仮シャンクの先端向きからシャンク2の一側向きに変更できる。これにより、円弧状の研磨部30bをシャンク2の回転軌跡よりも外側へ突出させることができる。
(もっと読む)
発電機ブラシ用研削装置
【課題】高精度で効率よくブラシの摺動面を加工することができる発電機ブラシ用研削装置を提供する。
【解決手段】ブラシ固定部11が、基準ブラシの基準面と交換用ブラシの摺動面とが同じ方向に向いて横に並ぶよう固定可能である。接触部33が、ブラシ固定部11に固定された基準ブラシの基準面に接した状態で、基準面に沿って移動するよう、基準ブラシに対して相対的に移動可能に設けられたローラ33aを有している。研削部34が、ローラ33aと同一軸で回転する研削材34aを有している。研削材34aは、ブラシ固定部11に固定された交換用ブラシの摺動面に接した状態で、交換用ブラシの摺動面を基準ブラシの基準面の形状に合わせて研削するよう、ローラ33aとともに交換用ブラシに対して相対的に移動可能になっている。
(もっと読む)
研磨機、研磨機用キャリア及び研磨方法
【課題】柱状のワークの端面を小さな曲率半径でも効率よく球面研磨することができる研磨機、研磨機用キャリア及び研磨方法を提供する。
【解決手段】内部に狭窄部122を有する貫通孔に柱状のワーク30が挿入された研磨機用キャリアを、一方が他方に対して回転するように駆動されている上下定盤の間で自転させながら定盤に対して移動させることにより、ワーク30を狭窄部122を支点として不規則に揺動させる。この揺動により、ワーク30の端面を満遍なく定盤と擦り合わせることができ、これにより端面を球面に研磨することができる。
(もっと読む)
1 - 10 / 18
[ Back to top ]