
国際特許分類[B24C1/06]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 特殊な効果を生ぜしめるために砥粒の吹き付けを用いる方法;そのような方法に関係ある補助装置の使用方法 (683) | つやのない表面を作るための方法,例.プラスチック,ガラスの表面 (43)
国際特許分類[B24C1/06]に分類される特許
11 - 20 / 43
研磨材吹付加工装置のびん体保持機構
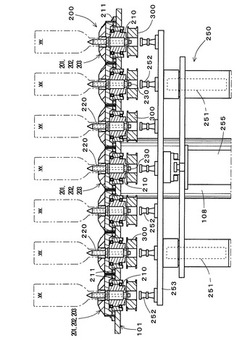
【課題】複数のガラスびんの装置への取り付け及び取り外しを円滑化してサンドブラストの関する処理を連続的に実行可能とし、生産性を高めることができる研磨材吹付加工装置のびん体保持機構を提供する。
【解決手段】研磨材吹付加工装置のターンテーブル100のびん倒立保持部200は、列状に配置された複数の基台210と弾性ヘッド200及び伸長部材230を有し、弾性ヘッドは先端部と袋状本体部を備え、袋状本体部は通常時にはびん体に圧接し、伸長時にはびん体と非圧接となり、伸長部材は弾性ヘッド内部に挿通され袋状本体部の先端部を押し出して袋状本体部を伸長させる。伸長部材と当接しかつ駆動部255と連結された伸長部材作動装置250が配置され、ターンテーブルが間欠回転移動して停止すると、びん倒立保持部の伸長部材が伸長部材作動装置によって一斉に前進し袋状本体部を伸長してびん体内への出し入れが可能となる。
(もっと読む)
研磨材吹付加工装置のびん体自転機構

【課題】研磨材吹付加工装置内に保持された複数のガラスびんを動かして研磨材の吹き付けむらを低減し、サンドブラスト法により出来上がるガラスびんの品質を一定に保つ簡便な機構の研磨材吹付加工装置のびん体自転機構を提供する。
【解決手段】ターンテーブル101の区画部110,120,130のびん保持部200は、複数の回転可能な基台と、基台を自転させる自転プーリー300と、各区画部の自転プーリーを同時に回転させる自転ベルト340を含み、研磨材吹付部150及びエア吹付部160において、自転ベルトと接触しかつ駆動部Mと連結された研磨材吹付部中継プーリー354,355及びエア吹付部中継プーリー356,357がそれぞれ配置されていて、各区画部が研磨材吹付部又はエア吹付部に位置すると当該区画部のびん保持部の自転ベルトが研磨材吹付部中継プーリー又はエア吹付部中継プーリーと接触し当該区画部のびん体が自転する。
(もっと読む)
自動車用モ−ル
【課題】自動車全体としてステンレスモールの外観意匠の均一性が高く、モール全体に一体感があり、高級感のある自動車用モールの提供を目的とする。
【解決手段】プレス成形又はロール成形したステンレスモール素材の表面にブラスト処理手段を用いて、表面粗さRaの値が0.1μm〜0.4μmの範囲に入るように表面仕上げしてあることを特徴とする。
(もっと読む)
研磨材吹付加工装置
【課題】ガラスびん表面に対するサンドブラスト処理において、びんの搬入及び搬出、研磨材の吹き付けとその吹き飛ばしの工程を連続して行うことにより、サンドブラスト処理の効率を高めた研磨材吹付加工装置を提供する。
【解決手段】びん体wを移送するコンベア5に隣接して配置され、中心角を3分割した各区画部110,120,130には複数のびん体を着脱自在に倒立保持するびん倒立保持部200がそれぞれ形成され、これを順に間欠回転移動するターンテーブル101と、コンベア上の正立状態のびん体を掴持し反転して各区画部のびん倒立保持部に送り込む搬入機と、搬入機の作動に先立って各区画部の倒立状態のびん体を掴持し反転してコンベア上に送り出す搬出機を備えた搬入搬出部140と、びん体表面に研磨材を吹き付ける研磨材吹付部150と、研磨材が吹き付けられたびん体表面に対しブローエアを吹き付けるエア吹付部160を有する。
(もっと読む)
ころ軸受およびその製造方法
【課題】自動車駆動系用の円錐ころ軸受のトルクを低減する。
【解決手段】円錐ころ3の表面に、直径100μm以下の真球状のシリカ微粒子を投射して凹凸を形成した後、研磨粒子を投射して凸部を除去した。研磨粒子は、直径1mmのゴム粒子の表面に、平均粒径が10μmのダイヤモンド砥粒を5質量%の割合で接着されたものである。これにより、円錐ころ3の表面に、直径50μm以下の円形の開口部を有する多数のくぼみを、200μm以下の間隔で形成する。
(もっと読む)
摺動部材の製造方法及び摺動部材
【課題】潤滑下雰囲気で摺動部材のフリクションを低減する。
【解決手段】ドライアイス粒子によるブラスト加工を摺動面に施し、摺動面に凹部を形成する。前記ブラストの圧力が0.1MPa〜2.0MPaであることが好ましい。前記ドライアイス粒子の大きさが0.01mm〜10mmであることが好ましい。例えば、摺動部材は鋳鉄材からなるシリンダライナ1であり、摺動面2の凹部3は鋳鉄材の黒鉛が除去された部分であり、摺動面2の凹部3以外の部分は粗さRpK0.2μm以下の鏡面である。鋳鉄材は例えば片状黒鉛鋳鉄、球状黒鉛鋳鉄又はCV黒鉛鋳鉄からなる。
(もっと読む)
中高圧用アルミニウム箔の製造方法
【課題】ピット密度の向上とピット長の均一化により、アルミニウム箔の静電容量を向上させ、高電圧に適した中高圧用アルミニウム陽極箔を提供することを目的とするものである。
【解決手段】圧延痕を有するアルミニウム原箔1を連続的に走行させ、酸化物粒子と水を混合した溶液を前記アルミニウム原箔1の走行方向と逆方向からアルミニウム原箔に吹き付けて前記アルミニウム原箔1の圧延痕1aを取り除き、かつ前記アルミニウム原箔1の表面に多数の窪みを形成して表面積を拡大するようにした中高圧用アルミニウム箔の製造方法とする。
(もっと読む)
サンドブラスト処理を施した貼り合わせ基板の結晶品質改善方法
【解決課題】 ハンドル基板上にSiGen法等でSi層を形成した後で、前もって貼り合わせ層表面を保護したうえで、サンドブラスト処理をハンドル基板側に施す場合に、エッチングによってSi層の剥離ダメージ層を除去しドナー薄膜を形成する工程で、微小欠陥が生じるのを防ぐ方法を提供する。
【解決手段】 ハンドル基板上にドナー薄膜を備えた貼り合わせ基板の製造方法であって、前記ハンドル基板上にイオン注入・剥離法によって貼り合わせ層を形成する工程(S1)と、前記貼り合わせ層の表面を保護部材で被覆する工程(S2)と、前記ハンドル基板表面にサンドブラスト処理を施す工程(S3)と、前記保護部材を剥離する工程(S5)と、前記保護部材を剥離した後の貼り合わせ層の表面に対してエッチング作用が無い洗浄を施す工程(S6)と、前記洗浄工程の後に貼り合わせ層表面を化学エッチングして前記ドナー薄膜を形成する工程(S7)とを含む貼り合わせ基板の製造方法である。を備えた
(もっと読む)
エンボスロールの製造方法
【課題】エンボスロールに起因する壁紙の意匠の違和感を生じさせない、エンボスロールの製造方法を提供すること。
【解決手段】金属製ロールの表面にエンボス模様を形成し、該形成面にブラスト処理を施すエンボスロールの製造方法であって、ブラスト処理を少なくとも2回行い、そのうちの1回は粒径350〜1000μmの粒子を50質量%以上含む投射材料を用いることを特徴とするエンボスロールの製造方法である。
(もっと読む)
アルミニウム合金スペーサおよびその製造方法
【課題】アルミニウム合金ブランクの良好な平坦度を確保できると共に、アルマイト皮膜を備えることなく、積み付け焼鈍時に、アルミニウム合金ブランクと密着することがないアルミニウム合金スペーサおよびその製造方法を提供する。
【解決手段】磁気ディスク用アルミニウム合金ブランクの平坦度を矯正するために使用するアルミニウム合金スペーサであって、前記アルミニウム合金スペーサの平坦度が2μm以下であり、前記アルミニウム合金スペーサの表面は、粗面化により形成された突起の最大高さから2μmの深さでのベアリング比が30%以下である。
(もっと読む)
11 - 20 / 43
[ Back to top ]