
国際特許分類[B24C1/06]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 特殊な効果を生ぜしめるために砥粒の吹き付けを用いる方法;そのような方法に関係ある補助装置の使用方法 (683) | つやのない表面を作るための方法,例.プラスチック,ガラスの表面 (43)
国際特許分類[B24C1/06]に分類される特許
31 - 40 / 43
表面改質材及び表面改質方法

【課題】最適な下地処理形状によって固体潤滑特性を発揮させて耐摩耗特性を向上させることができる表面改質材及び表面改質方法を提供する。
【解決手段】表面改質材1は、下地処理層2aの表面に固体潤滑材層3が形成されている。下地処理層2aは、略均一の深さを有する周期的な凹凸形状に形成されており、固体潤滑材層3を摩擦界面に効率よく存在させて、耐摩耗特性を向上させるために形成されている。下地処理層2aは、ガラスビーズなどの球状のショット材によってショットピーニング処理されて形成されている。下地処理層2aは、凹凸の平均間隔Smが0.24〜0.38mm、凹凸の中心線平均粗さRaが3μm以上、凹凸の最大高さRmax、凹凸の中心線平均粗さRaであるときに(Rmax-Ra)/Rmaxが0.89以下、又は凹凸の平均間隔Smであるときに表面局部面積Sm*Smが0.05〜0.15μm2であることが好ましい。
(もっと読む)
ランプ構造のためのモリブデンフィルムの製造法およびモリブデンフィルムならびにモリブデンフィルムを有するランプ
本発明は、モリブデンフィルム(21)の表面の少なくとも一部分をサンドブラスト用研磨材でのサンドブラスト処理によって粗面化することにより、ランプ構造のためのモリブデンフィルム(21)を製造する方法に関し、この場合、このサンドブラスト用研磨材は、酸化アルミニウムおよび/または石英砂ならびに少なくとも1つの他の成分を含有する。更に、本発明は、この種のモリブデンフィルム(21)ならびに少なくとも1つのこの種のモリブデンフィルム(21)を有するランプに関する。 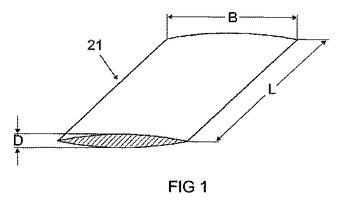 (もっと読む)
(もっと読む)
被膜形成部の下地処理方法

【課題】ブラスト加工により,砥粒を残存させることなく処理対象の被膜形成部にアンカー効果を生じ得る下地処理方法を提供する。
【解決手段】処理対象の被膜形成部に対し,砥粒,特に絶縁性砥粒を弾性体である母材に配合拡散して成る弾性研磨材,又は前記母材の表面に研磨材を貼着等して担持させて成る弾性研磨材を噴射して,処理対象の表面に前記砥粒を埋め込むことなしに,形成される被膜にアンカー効果を生じさせる表面粗さの凹凸を形成する。
(もっと読む)
金属材料のプレス加工方法
【課題】 プレス加工品の加工精度を向上させることが可能であり、従来よりも金型の長寿命化を図ることができる金属材料のプレス加工方法を提供する。
【解決手段】 金属材料と金型との間に潤滑油を供給した状態で、表面処理を施した金型を使用して金属材料をプレス加工する方法であって、前記表面処理は、平均粒径30μm以上80μm以下の高速度金型鋼からなる微粒子を、130m/s以上170m/s以下の噴射速度で金型の表面に吹き付けた後に、平均粒径40μm以上70μm以下のセラミックス材料からなる微粒子を、130m/s以上170m/s以下の噴射速度で金型の表面に吹き付ける処理であり、前記潤滑油は、潤滑油基油に、硫黄系極圧剤と、有機亜鉛化合物と、カルシウム系添加剤と、エステル化合物とを配合してなる潤滑油である、金属材料のプレス加工方法。
(もっと読む)
フロストガラス製品及びその製法
【課題】ケミカルフロスト加工法よりも安全面、環境・衛生面において優れたサンドブラスト加工法を適用し、当該サンドブラスト加工法を施したガラス製品の表面の摩擦に対する耐性を高めて美観上の問題点の改良を図ったフロストガラス製品並びにフロストガラス製品の製法を提供する。
【解決手段】被処理ガラス製品11の表面にサンドブラスト加工を施すサンドブラスト工程と、サンドブラスト工程の後に必要により被処理ガラス製品の表面をブラシにより研磨するブラシ研磨工程と、サンドブラスト工程もしくはブラシ研磨工程の後に当該被処理ガラス製品を水中に導入して20kHz〜1MHzの周波数の超音波を照射する超音波照射工程とを有して形成した艶消し面12を備える。
(もっと読む)
成形体の前処理方法、接着物品及びその製造方法、並びに塗装物品及びその製造方法
【課題】樹脂を含有する成形体表面を損傷せずに表面を微細に粗面化し、とりわけ成形体が複合材である場合には、繊維を損傷させずに表層の樹脂層のみを微細に粗面化できる成形体の前処理方法を提供するとともに接着対象物又は塗膜との密着性に優れた、物品及びその製造方法を提供する。
【解決手段】樹脂を含む成形体の表面の少なくとも一部の面に、平均粒径が200μm以下の粒子を投射する前処理工程を施す。前記前処理面に接着剤又は塗膜を塗布する。
(もっと読む)
形状矯正方法及び現像ロールの製造方法
【課題】 例えば真円度や表面性(表面粗さ)を損なうことなく、確実に振れを解消することが可能な形状矯正方法を提供する。
【解決手段】 振れを有する矯正対象物1に対して、当該矯正対象物1の最大振れ量位置の対極側となる凹んでいる側からブラスト処理を行い、振れを矯正する。例えば、現像ロールを製造する場合には、現像ロール2を回転しながらスリーブ3表面に対してブラスト処理を行って周面を粗面化した後、スリーブ3の回転を停止した状態で最大振れ量位置の対極側となる凹んでいる側から矯正のためのブラスト処理を行う。このとき、矯正のためのブラスト処理における粒子の噴射圧力は、粗面化のためのブラスト処理の際の粒子の噴射圧力以下とする。
(もっと読む)
プレス・スルー・パック包装装置及びプレス・スルー・パック包装体
【課題】PTPポケット部内面を粗面化する事により遮光性能を高める目的で、プラグ装置の突出部が粗面加工を有するPTP包装装置と、これを用いて成形した遮光性のあるPTPポケット部を有するPTP包装体を提供すること。
【解決手段】 PTP包装装置のプラグ装置1にて成形上型4への突出部分6を粗面加工することにより、ポケット部内面10の突出面6との接触部分に粗面が転写され、ポケット面外側9からの可視光光線を散乱することにより錠剤8への遮光性を付与することを目的とし粗面加工してあるプラグ突出部6を持つことを特徴とするプレス・スルー・パック包装装置及びこれを用いて成形したPTP包装体。
(もっと読む)
端子を有する電子部品及びその製造方法
【課題】近年の電子機器における鉛フリー化の動きにより、錫めっきをした端子から成長した錫ウィスカーが電子部品端子間を短絡させるといった問題が生じている。
【解決手段】金属素地に錫めっき、または錫合金めっきで被覆される電子部品の端子(5)において、めっき膜を電気めっきで被覆形成し、前記素地の表面及び電気めっき膜端子表面(5a)を無方向性の凹凸形状を有する粗面にすると共に、前記表面の表面粗さをRz=0.5〜5μmとした。
(もっと読む)
粗面形成ローラ、粗面形成装置及び粗面線材並びに粗面形成方法
【課題】 摩擦係数が高く、生産性が向上し、コストを低くすることができる粗面形成ローラ、粗面形成装置及び粗面線材並びに粗面形成方法を提供する。
【解決手段】 線材Wの表面に粗面を設ける粗面形成ローラ10であって、中心に回転軸22を備えるための回転軸穴11Aを有するローラ本体11と、線材Wが接触し、ローラ本体11の外周面に沿って環状に設けられる少なくとも一条の溝12Aを有する溝部12と、溝12Aの溝面12Bに設けられ、線材Wに粗面を形成する複数の尖鋭な突起部13とを備えることを特徴とする。
(もっと読む)
31 - 40 / 43
[ Back to top ]