
国際特許分類[B26D1/22]の内容
処理操作;運輸 (1,245,546) | 切断手工具;切断;切断機 (8,140) | 切断;切断機,例.切断,穴あけ,押抜,型抜によるもの,に共通の細部 (4,343) | 切断刃部の種類または動作によって特徴づけられた被加工材の切断;そのための装置または機械;そのための切断刃部 (1,502) | 被加工材とともに移動しない切断刃部を具備するもの (1,434) | 軸のまわりを動く切断刃部を具備するもの (785) | 円形切断刃部を有するもの,例.円板刃 (448) | 可動部材と協働するもの,例.ローラ (26)
国際特許分類[B26D1/22]に分類される特許
1 - 10 / 26
ベルト切断方法および固定治具
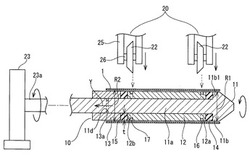
【課題】円筒状のベルトを所定長さに切断する際にベルトを内部から簡単に固定できるようにする。
【解決手段】筒状のベルトを製品長さに切断する方法であって、前記ベルト内に挿入するシャフトに膨張チャックとするゴム管を外嵌した固定治具を用い、該固定治具のゴム管の外径を前記ベルトの内径以下とした状態で前記ベルトに挿通し、挿通後に前記ゴム管を圧縮して外方へ膨張させて前記ベルトの内周面に圧接して固定し、その後、前記固定治具で内部側より固定した前記ベルトの所要位置を外方から切断することを特徴とする。
(もっと読む)
スリッター

【課題】本発明はスリッターに関する。
【解決手段】本発明のスリッターは、絶縁フィルムが連続して取り出される巻出部と、前記巻出部から提供される絶縁フィルムを一方向に移送する複数の移送ローラと、前記巻出部から取り出された絶縁フィルムに形成された気泡を検知して、前記絶縁フィルム上に微細孔を形成する回転刃と、前記移送ローラの間に位置して、前記移送ローラにより一方向に移送される絶縁フィルムを一定間隔で切断するカッターと、前記カッターにより一定間隔に分割された絶縁フィルムを個別に巻き取る巻取部と、を含む。
(もっと読む)
ダンボール包装ブランクの製造装置
【課題】 装置そのもののイニシャルコストや、稼働後のメンテナンスコストをともに低廉に抑えることができる新規なダンボール包装ブランクの製造装置の開発を試みたものである。
【解決手段】 本発明のダンボール包装ブランクの製造装置Mは、幅方向に切り込みを入れる横切装置5と、原反供給方向に沿って切り込みを入れる縦切装置4とを具え、段ボール原反Sから個別の包装ブランクBを製造する装置において、前記横切装置5は、段ボール原反Sの供給部位の上方に、幅方向に配設されているフレーム部材に対し、摺動自在に取り付けたれた横切ユニット50と、この横切ユニットに設けられる横切回転刃を具え、この横切回転刃55は、段ボール原反Sに対し、アッパーカット状に作用して、段ボール原反Sの幅方向に切り込みを入れることを特徴として成るものである。
(もっと読む)
スリッタ装置
【課題】粘着材等を用いた複合シートを切断しても、切断後の被切断部材の切断面の品質を維持し、刃物や被切断部材自体への粘着材の付着を防止することができるスリッタ装置を提供する。
【解決手段】
刃先線の両側にしのぎ面を有する丸刃3と、丸刃3の刃先に対向した受けロール6とを設けて、帯状の被切断部材Wを長さ方向に沿って狭幅帯体に切断するスリッタ装置において、被切断部材Wは受けロール6に切断開始点から切断終了点までの範囲を含む所定の角度で巻き付けられ、受けロール6には丸刃3の刃先先端と対向する位置で外周の直径が最大となる環状の突起部が形成されていることを特徴とするスリッタ装置。
(もっと読む)
補強コード入りゴムシート材の切断方法及びその装置
【課題】ゴムシート材を常に補強コードに沿うように切断することができるとともに、切断装置の複雑化やメンテナンスの煩雑化を生ずることのない補強コード入りゴムシート材の切断方法及びその装置を提供する。
【解決手段】ゴムシート材1の幅方向に移動自在に支持された回転自在な丸刃状の切断刃20をゴムシート材1に押し当てるとともに、刃受けロール30をコンベア10に同期するように回転させ、切断刃20を刃受けロール30の外周面との接触により刃受けロール30の回動に追従するように回転させるようにしたので、補強コードの微小な角度変化や位置ずれが生じた場合でも、補強コードからの外力に応じて刃受けロール30の軸方向への切断刃20の移動量を変化させることができ、切断刃20を補強コードに乗り上げないように補強コードに沿って切断進行方向に移動させることができる。
(もっと読む)
生線香切断装置及びそれを用いた線香の製造方法
【課題】生線香押出し装置から押し出された多数本の乾燥前の生線香を曲げることなく真っ直ぐな状態のまま複数条に切断することのできる生線香切断装置を提供する。
【解決手段】生線香切断装置10を、生線香20をそれに垂直な方向へ移送するための生線香移送手段11と、生線香移送手段11で移送されてくる生線香20の両端部を切り落とすための一対の端部切断刃13,14と、生線香移送手段11で移送されてくる生線香20の中途部を切断して短い複数条の生線香とするための中途部切断刃12と、を備えたものとし、中途部切断刃12を、生線香移送手段11の移送方向に対して一対の端部切断刃13,14よりも上流側に配した。
(もっと読む)
布接着装置
【課題】布を切断する場合に、布同士の位置がずれることを防止することが可能な布接着装置を提供する。
【解決手段】第一プーリ25が布を移送する移送ベルト27を回転させる。移送ベルト27は、上移送ローラとの間で布同士を押圧して接着させる。第一プーリ25の回転に伴って第一刃35が回転する。第二刃駆動ユニット70は、第二刃体701を駆動する。第二刃721は、第一刃35に対して接触および離間を繰り返す。第一刃35と第二刃721とは、移送ベルト27と上移送ローラとが布を押圧する位置の右側において、布を切断する。サクションパイプ81は、布を切断した場合に発生する切端を吸引する。第一刃35と第二刃721とが布を切断する位置は、左右方向に移動可能である。
(もっと読む)
スリット装置及びこれを用いた磁気テープの製造方法
【課題】ウエブの裁断位置近傍における走行の安定性に優れ、スリット品質を向上させることができるスリット装置及びこれを用いた磁気テープの製造方法を提供する。
【解決手段】ウエブ15を裁断するスリット装置1であって、ウエブ15を搬送する駆動ローラ32と、ウエブ15を裁断するカッター30と、ウエブ15を駆動ローラ32に当接させる当接手段33、34とを備えており、ウエブ15は、当接手段33、34により、第1の当接位置38及び第2の当接位置39において、1つの駆動ローラ32に当接し、ウエブ15の搬送経路において、ウエブの裁断位置37は、第1の当接位置38と第2の当接位置39との間にある。
(もっと読む)
段ボールのスリット加工を行うスリッタおよびそのスリッタを備えたスリッタスコアラ
【課題】段ボールの厚さに応じて、搬送経路上の段ボールに対するスリッタナイフおよびナイフ受け部材の上下方向の位置を調整することにより、オーダ変更により段ボールの厚さが変更された場合でも、段ボールのばたつきを防止し、スリット加工を精度よく行う。
【解決手段】スリッタ33Aは、スリッタナイフ331Aとナイフ受け部材330Aとを有する。下方支持ブロック454および上方支持ブロック443は、スリッタナイフ331Aおよびナイフ受け部材330Aを上下方向に変位可能に支持する。スリッタスコアラ制御装置142は、ナイフ受け部材330Aが段ボールの上面と接触可能なナイフ受け作動位置に位置するように段ボールの厚さに応じてインダクションモータ437を制御し、スリッタナイフ331Aがナイフ受け部材330Aと所定の噛合い量となるナイフ作動位置に位置するようにインダクションモータ447およびエアシリンダ459を制御する。
(もっと読む)
プリプレグテープの切断方法及びスリッタ装置
【課題】所望の規格幅を有するプリプレグテープを得る上で、プリプレグテープの無駄な消費を可及的に低減する。
【解決手段】切断手段3は、第1規格幅を有するプリプレグテープTの一端を基準端として、その基準端から幅方向の他端側に向かって、所望の第2規格幅に相当する位置毎に、プリプレグテープTをその長尺方向に切断することによって、プリプレグテープTをその幅方向の前記基準端側から他端側に向かって順に、第2規格幅を有する2個のプリプレグテープT1と、端材T2とに切り分ける。
(もっと読む)
1 - 10 / 26
[ Back to top ]