
国際特許分類[B27C5/00]の内容
処理操作;運輸 (1,245,546) | 木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般 (5,432) | 平削り,穴あけ,フライス削り,旋削,または万能加工機械 (109) | 特殊な外形の作成または特殊に成形された工作物の作成のために設計された機械,例.回転カッターによるもの;そのための装備 (51)
国際特許分類[B27C5/00]の下位に属する分類
テーブルをもった機械 (13)
丸面とり機 (2)
可搬式手動木工フライス盤;ルーター (25)
国際特許分類[B27C5/00]に分類される特許
1 - 10 / 11
プレカット装置およびプレカット方法
【課題】サイディングなどの建材から正確にマーキングが施されたプレカット品を得ることが可能なプレカット装置およびプレカット方法の提供。
【解決手段】建材Tが載置されて搬送される搬送テーブル2と、搬送テーブル2上の建材Tを切断するクロスカット装置3と、建材Tをクロスカット装置3による切断位置まで搬送テーブル2上で位置決めしつつ搬送するサーボ定規4と、サーボ定規4により搬送される建材Tに搬送テーブル2の下からマーキングを行うマーキング装置5とを有する。
(もっと読む)
電動工具

【課題】従来、作業内容に合わせてトリマとルータをそれぞれ個別に用意していたため、作業現場での取り扱いが面倒で、設備コストが嵩む問題があった。本発明では、トリマとしてもルータとしても使用することができるようにすることでこれら従来の問題を解消する。
【解決手段】工具本体10とトリマモード用の第1のベース20とルータモード用の第2のベース30を1セットで備える電動工具1とする。工具本体10を第1のベース20に支持すれば、これを片手で把持してトリマとして使用することができ、第2のベース30に支持すれば、これを両手で把持してルータをして使用することができるので、電動工具1をトリマ・ルータ互換機として使用することができる。
(もっと読む)
プレカット加工システム
【課題】部材が正しく加工されているか否かをチェックするための情報を、加工部位や基本印字情報の印字位置に重なることなく適切に木材に付すこ。
【解決手段】木材に対して施されるべき加工の内容を印字用のイメージ情報として部材毎に生成し、各加工及び通り芯番地等の基本印字情報の両端位置から空白部を抽出し、長さが所定条件(例えば、より長いもの、一定値以上であって先端に近いものなど)を満足する空白部の中心を記入中心位置に設定すると共に、長さが所定条件を満足しない場合にイメージ情報が当該空白部に収まる様に長さ方向を縮小する縮尺倍率を設定することにより、プレカット制御手段によるプレカット加工、基本印字情報の印字、及びイメージ情報の記入を行ったときに、当該イメージ情報が加工や基本印字情報に重なって見難くなるということがない。
(もっと読む)
開口部開口方法、壁構造体組立方法、及び壁構造体組立装置
【課題】一の目的は、確実でしかも効率のよい開口部の加工を行うことができる開口部開口方法の提供にあり、他の目的は、安定した釘打ち作業を行うことが可能な壁構造体組立方法の提供にあり、別の目的は、壁構造体の安定した組立が可能な壁構造体組立装置の提供にある。
【解決手段】パネル体3の開口部10を形成すべき位置内において、平板体2の合わせ面2a、2bに直交する方向であるX方向に沿ってマーキング線20を記入する。平板体2の合わせ面2a、2bと平行方向であるY方向に沿って照射されるレーザー光Sとマーキング線20との交点を、開口工具16の開口加工開始点Oとする。開口加工開始点Oから開口工具16による開口部10の開口加工を行う。開口加工終了後に、釘打ちラインに沿ってレーザー光Sを照射して、レーザー光Sの照射方向に沿った釘打ちピッチを決定する。釘打ちラインにおいて決定した釘打ちピッチで順次釘打工具17、18にて釘打ちを行う。
(もっと読む)
5軸加工装置による切削装置
【課題】加工板には繊維があるため、加工初めは板の剛性が高く、毛羽及び割れは生じ難く、綺麗に加工できるが、加工板の工具の抜け際では切削抵抗の法が加工板の剛性よりも大きくなるため、繊維が切断されず、加工板を工具が押して、毛羽及び割れが生じ、綺麗に切削できないという問題がある。
【解決手段】制御装置19は5軸加工装置20及び工具交換装置21を制御するように構成されており、工具交換装置21には、大径のルータ及び小径のルータが装着されており、制御装置19によって大径のルータが5軸加工装置19の首振りヘッドに装着されたときは、首振りヘッドの加工モータを正回転させ、制御装置19によって小径のルータが5軸加工装置20の首振りヘッドに装着されたときは、首振りヘッドの加工モータを逆回転させるように構成されている。
(もっと読む)
外壁コーナ材の加工方法および加工装置
【課題】L字状とされた外壁コーナ材、とりわけコーナ角が90度より小さい許容範囲内の角度で製作された外壁コーナ材端部を一定幅で切削加工がなし得る外壁コーナ材の加工方法および加工装置を提供する。
【解決手段】ガイド定盤30を用いて外壁コーナ材W端部を切削加工するものであって、ガイド定盤30は、なす角が外壁コーナ材Wのコーナ角の許容角度より小さい角度とされてなる水平部31と傾斜部32とを有し、外壁コーナ材W端部の上面裏面の切削加工を、同上面裏面をガイド定盤30の水平部31に押しつけてなし、外壁コーナ材W端部の側面裏面の切削加工を、同側面裏面をガイド定盤30の傾斜部32に押しつけてなすものである。
(もっと読む)
孔加工方法
【課題】ルータの移動軌跡の内側に生じる加工残渣の落下や飛散を防止できるとともに、ルータ加工後に加工残渣を容易に取り除くことができる孔加工方法を提供する。
【解決手段】板材1に、ルータ3によって板材1の裏面まで達しない導入孔4を形成し、次に、ルータ3を所定距離だけ、形成すべき貫通孔2の縁部に沿って移動させながら切り込んだ後、板材1の少なくとも裏面まで達するように板厚方向に切り込み、次に、ルータ3を、貫通孔2の縁部に沿って移動させながら切り込んで、導入孔4に向けて移動させ、次に、ルータ3を導入孔4の一部に重なる位置で停止させることによって、加工残渣と加工板材とを細い残余部8で連結した状態としておき、次に、ルータ3を加工板材7から退避させた後、残余部8を加工板材7との境界部で切断して、加工残渣を加工板材から除去する。
(もっと読む)
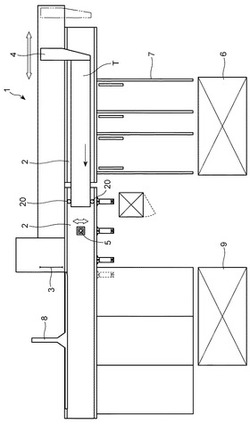
木材のプレカット方法および装置
【課題】 搬入コンベアおよびラインコンベアの構造を変えることなく、短尺材の加工が可能となり、しかも、短尺材専用加工機の構造も必要最小限に簡素化でき、この結果、設備費を削減できる。
【解決手段】 プレカット加工装置本体Aと、プレカット加工装置本体Aに続いて設けられた、プレカット加工装置本体Aに搬送不可の長さを有する短尺材を加工する短尺材専用加工機7とからなる。プレカット加工装置本体Aは、プレカット加工装置本体Aに搬送可能な長さを有する長尺材に、前記短尺材に施すべき加工であり、プレカット加工装置本体Aにより施すことが可能な加工を施し、短尺材専用加工機7は、前記長尺材を前記短尺材の長さに切断し、このようにして切断した前記短尺材に、プレカット加工装置本体Aでは施せなかった残りの加工を施す。
(もっと読む)
インサイジング刃物装置
【課題】木材の欠損を防ぐことができるとともに、木材に多数の微小孔を均一に形成できるインサイジング刃物装置の提供。
【解決手段】回転駆動される装着軸部2と、該装着軸部2の軸方向に重ねて装着される複数の円板状刃物3とを備えており、
前記装着軸部2を通すための装着孔Aの中心部に対して、隣り合う切込刃どうし3a、3a間の角度と隣り合うロッド挿通孔どうしB、B間の角度とは互いに異なる角度となるように設定されているとともに、前記複数の円板状刃物3は全て同形状に形成されており、前記複数の円板状刃物3は、前記複数のロッド挿通孔Bを周方向にずらしながら前記装着軸部2の付近に設けられた複数のロッド部材2cに通すとともに、前記装着孔Aに前記装着軸部2を通すようにして取り付けられていることを特徴とするインサイジング刃物装置。
(もっと読む)
インサイジング刃物装置および刃物枚数段替え方法
【課題】円板状刃物の枚数を木材の幅寸法に応じて容易に段替えすることが可能なインサイジング刃物装置および刃物枚数段替え方法の提供。
【解決手段】外周縁部に周方向に所定間隔で形成された複数の切込刃2aを有する複数の円板状刃物2と、これら複数の円板状刃物2が装着される装着軸部3とを備え、
前記複数の円板状刃物2の中心部に形成された装着孔Aに前記装着軸部3を通すようにして、前記複数の円板状刃物2が前記装着軸部3の軸方向に重ねて取り付けられており、
前記装着軸部3には、環状に形成され、かつ、周方向において複数に分割可能なスペーサ部材4が、その中央の孔に前記装着軸部3を挿通した状態で装着されており、
前記スペーサ部材4は、複数の円板状刃物2のうち、前記装着軸部3の軸方向の所望の位置で隣り合う円板状刃物2、2間に配置されていることを特徴とするインサイジング刃物装置1。
(もっと読む)
1 - 10 / 11
[ Back to top ]