
国際特許分類[B29B11/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 構造または組成に特徴があるもの (236)
国際特許分類[B29B11/14]の下位に属する分類
充填材または補強材を有するもの (188)
国際特許分類[B29B11/14]に分類される特許
11 - 20 / 48
補強要素を備えるプリフォーム及び容器
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 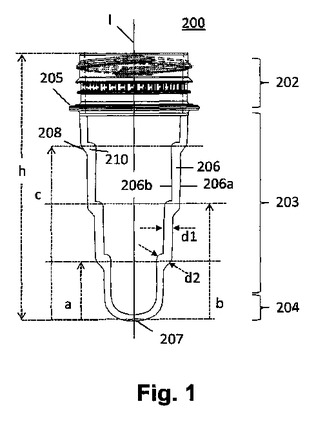 (もっと読む)
(もっと読む)
溶融成形用ペレット混合物およびその製造方法、ならびに該溶融成形用ペレット混合物を用いた成形品
【課題】十分な透明性を有しながらも、耐薬品性および耐衝撃性に優れた成形品、および該成形品を製造可能な溶融成形用ペレット混合物を提供すること。
【解決手段】少なくとも非晶性ポリアリレート樹脂、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂pを溶融混練してなるペレット(I)、およびテレフタル酸成分と1,4−シクロヘキサンジメタノール成分とを主成分とするポリエステル樹脂qのペレット(II)を含む溶融成形用ペレット混合物であって、ペレット(I)中におけるポリエステル樹脂pの配合量Wpが非晶性ポリアリレート樹脂100質量部に対して10〜500質量部であり、ペレット(I)とペレット(II)との配合比率が質量比(I/II)で10/90〜80/20であることを特徴とする溶融成形用ペレット混合物。上記溶融成形用ペレット混合物を用いて成形されたことを特徴とする成形品。
(もっと読む)
連続ガラス繊維を有する織物心材
本発明に従った心材は、連続的なガラス繊維(2a)の破砕された銀から成る厚肉であり且つ十分に通気される内部層(2)を含み、この内部層(2)は、ホットメルト表面を備える繊維セグメントから成る2つの外部層(3,4)で覆われる。集合体は、ホットメルト表面を有する浸透繊維セグメント(3b、4b)によって固定され、前記セグメントは、その長さの一部に沿って内部層(2)内に浸透し、連続的なガラス繊維(2a)に接着する。
 (もっと読む)
(もっと読む)
合成樹脂製容器、プリフォーム、合成樹脂製容器の製造方法、及びプリフォーム成形型

【課題】プリフォームを成形した際のパーティングラインの痕跡に起因する環境応力破壊が、当該プリフォームをブロー成形してなる容器の底部に生じてしまうのを有効に回避する。
【解決手段】外側面に周方向に沿ってパーティングラインPLが形成されたプリフォーム10をブロー成形によって所定の容器形状に成形するにあたり、当該パーティングラインPLの痕跡Vを、成形された容器底部23の接地部位24を越えた容器側面側に位置させる。
(もっと読む)
実質的に分別されていない廃棄物からの複合材料およびその調製方法
独特な特徴を伴う、熱可塑性特性を有し、かつ有機物を含み、任意に、無機物およびプラスチックのうち1つまたは両方を含む複合材料を提供する。そのような複合材料は、一般廃棄物等の廃棄物から調製されてもよい。複合材料の調製のため、廃棄物を乾燥し、任意に、粒子化する。乾燥され、かつ任意に粒子化された廃棄物材料は、その後、剪断力下において混合される間加熱される。複合材料は、有用な成型体を得るために処理される。 (もっと読む)
プリフォームおよびプラスチックボトル

【課題】プラスチックボトルの重量を軽量化することができ、射出成形性が良好であるとともに、プラスチックボトルの底部の変形を小さくすることが可能なプリフォームを提供する。
【解決手段】プリフォーム10は、射出成形用のゲート部15が設けられた底部13と、底部13に連続する胴部12と、口部11と、口部11と胴部12との間に設けられた首下部14とを備えている。このうち胴部12全体の肉厚はt0である。また底部13は、全体の肉厚が均一であるとともにその肉厚がt0より薄いt2である肉厚均一部16と、肉厚均一部16と胴部12との間に設けられその肉厚t1がt2からt0まで滑らかに変化する肉厚変化部17とを有している。
(もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法
【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。各ラチェット爪15の円周方向長さL1と、各ラチェット爪15間の間隔L2は、L1>L2の関係を満たしている。
(もっと読む)
プリフォームおよび容器
【課題】製造工程における搬送中に落下することがなく、かつ開栓後にリングが口部から脱落しにくいプリフォームを提供する。
【解決手段】プリフォーム10は、口部11と、プリフォーム本体12と、口部11とプリフォーム本体12との間に形成されたフランジ部13とを有している。口部11外周にキャップ20内面の雌ねじ部25に係合する雄ねじ部14が形成されている。口部11外周のうち雄ねじ部14とフランジ部13との間の位置に、キャップ20のリング22内面の突起部28に円周方向に係合してリング22をキャップ本体21から破断させるラチェット爪15が円周方向に所定間隔をおいて複数設けられている。口部11外周のうちラチェット爪15とフランジ部13との間に、口部11全周にわたってラチェット爪15間の領域より内方へ引込む円周溝部17が設けられている。
(もっと読む)
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 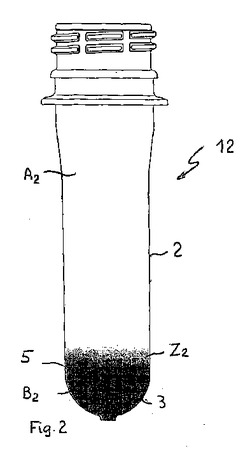 (もっと読む)
(もっと読む)
11 - 20 / 48
[ Back to top ]