
国際特許分類[B29B11/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 構造または組成に特徴があるもの (236)
国際特許分類[B29B11/14]の下位に属する分類
充填材または補強材を有するもの (188)
国際特許分類[B29B11/14]に分類される特許
21 - 30 / 48
圧縮成形用樹脂、樹脂封止装置、及び樹脂封止方法
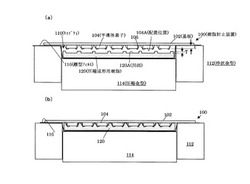
【課題】作業効率を低下させずに、圧縮成形工程において基板上に相互に離間して複数配置された半導体素子同士の間への圧縮成形用樹脂の流動などを最小限に低減することで、樹脂封止不良を低減する。
【解決手段】圧縮成形工程前において、被成形品(102、104)の凹凸(104A)に対応して凸凹形状(120A)が形成されている。又、基板102上に相互に離間して複数配置された半導体素子104を圧縮成形工程によって封止する際に用いる圧縮成形用樹脂100であって、前記圧縮成形工程前において、前記各半導体素子104の配置位置104Aに対応して複数の凹部120Aが形成されている。
(もっと読む)
プラスチック・コンテナのためのプレフォーム、および、プレフォーム・ホルダ

本発明は、特に加圧された飲料向けの缶の形のプラスチック・コンテナのためのプレフォーム、および、コンテナ製造工程におけるプレフォーム・ホルダに関するものである。プレフォーム(10)は、薄い外側フランジ(4)で終端する首(3)を有する本体(1)から構成される。サポート・フランジ(6)が首(3a)の内側の壁の上に形成される一方で、首(3b)の外側表面は均等である。プレフォーム・ホルダは、ポケット(13)を備えた本体(11)を含む。ポケットは、弾力的な型締リング(15)で本体(11)に固定された移動できるように固定された締金(14)を収容する。締金(14)は、プレフォーム(10)の薄い外側フランジ(4)が載置される座部(17)を通じて達する歯(16)で各々終端する。座部(17)の内側の側壁は、プレフォーム(10)のサポート・フランジ(6)を収容するためにそれに刻まれた溝(19)を有する。 (もっと読む)
補強用繊維アーマチャ及び当該補強用繊維アーマチャの製造方法
本発明は、複合材料又は部品の製造に利用可能な繊維アーマチャに関する。当該繊維アーマチャは、第1種類の合成材料からなる細かく裁断された繊維部分に基づく中心層であって、前記細かく裁断された繊維部分は、層を形成する前に、前記細かく裁断された繊維部分上に永続的な圧着を与える処理を受けた、中心層;及び前記中心層の対向する面上に設けられた外部層を有する。前記外部層は細かく裁断された化学繊維部分及び細かく裁断された補強用繊維部分を有し、前記細かく裁断された化学繊維部分は永続的な圧着を与える処理を以前に受け、前記細かく裁断された化学繊維部分の少なくとも一部は該部分の全長の一部にわたって前記中心層へ入り込み、前記細かく裁断された化学繊維部分は少なくとも第1細かく裁断された化学繊維部分を有し、該第1細かく裁断された化学繊維部分は、前記の中心層の細かく裁断された繊維部分の融点以下の融点を有する熱可塑性材料の表面層を少なくとも1層有し、前記の外部層の第1細かく裁断された化学繊維部分は少なくとも部分的には互いに接合し、かつ当該繊維アーマチャの他の細かく裁断された繊維部分とも接合する。
 (もっと読む)
(もっと読む)
ポリテトラフルオロエチレン含有固形物の製造方法およびポリテトラフルオロエチレン成形体の製造方法
【課題】従来のポリテトラフルオロエチレン(PTFE)成形体の製造方法よりも生産性に優れ、得られる成形体の形状の自由度が高いPTFE成形体の製造方法と、PTFE成形体を製造する際に中間生成物として得られるPTFE含有固形物の製造方法とを提供する。
【解決手段】PTFE粒子と、曇点がT1℃である非イオン性界面活性剤と、分散媒である水とを含むPTFE粒子の分散液に機械的な力を加えてPTFE粒子同士を衝突させ、衝突の際に生じる熱により分散液の温度を上昇させるとともに、分散液の温度にして(T1−30)℃以上の温度域においてPTFE粒子同士を結着させて、水および界面活性剤を内包する固形物を得る方法とする。このような製造方法は、例えば、図1に示すチャンバー(1)により実施できる。
(もっと読む)
熱成形用シート材
【課題】熱成形を容易に行うことができると共に熱成形時に基材の通気性を損ない難く、しかも作業環境の汚染のおそれが少ない熱成形用シート材を提供する。
【解決手段】ポリウレタンフォーム等の合成樹脂発泡体からなる基材11の少なくとも片面に太さ10〜100μmの繊維状からなる熱可塑性合成樹脂21aを、基材11に対する付着量が5〜80g/m2となるように付着させて熱成形用シート材10とした。熱成形用シート材10を表皮材等と積層して熱プレスすることにより、繊維状からなる熱可塑性合成樹脂21aが再活性化して表皮材等と接着すると共に、熱成形用シート材10と表皮材等の賦形を行うことができる。
(もっと読む)
ストレッチブロー成形により製造された容器用プリフォーム
本発明は、互いに接合された3つの別個の部分、すなわち、側壁3と、底部4と、開口部を有する上部分2とを備え、側壁3の厚さが底部4の厚さより小さいパッケージをブロー成形により製造するためのプリフォーム1に関する。本発明はまた、前記プリフォーム1のブロー成形により得られたパッケージに関する。 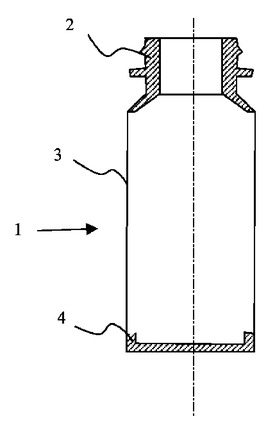 (もっと読む)
(もっと読む)
飽和ポリエステル樹脂製多層プリフォームおよびそれからなる多層ボトル
【課題】透明性に優れかつ表面滑り製に優れたポリエステル製プリフォームならびに中空成形体を提供すること。
【解決手段】少なくともスキン層とコア層の2層の飽和ポリエステル樹脂層から形成される飽和ポリエステル樹脂製多層プリフォームであり、スキン層を形成する飽和ポリエステル樹脂中に平均粒径が5μm以下の不活性粒子を含有することを特徴とする飽和ポリエステル樹脂製多層プリフォーム、およびこのプリフォームを延伸成形して得られる飽和ポリエステル樹脂製多層ボトル。
(もっと読む)
プリプレグおよび銅張積層板
【課題】 耐熱性が高く、紫外光領域、並びに、可視光領域において、光反射率が高く、また、加熱処理や光照射処理による光反射率の低下が少ない、LED実装用プリント配線板に用いるプリプレグ並びに銅張積層板を提供する。
【解決手段】 ビスフェノールAノボラック型エポキシ樹脂(A)、脂環式エポキシ樹脂(B)、二酸化チタン(C)を含有する樹脂組成物と基材からなるプリプレグおよびそれを用いた銅張積層板。
(もっと読む)
樹脂一体成形体及びその製造方法
【課題】発泡部位を有している樹脂の一体成形体であり、しかも、容器口部のように、所望の部位が選択的に発泡されていない非発泡領域となっている樹脂成形体を提供する。
【解決手段】熱可塑性樹脂の一体成形体であって、該成形体は、面方向でみて発泡領域と非発泡領域とから形成されており、非発泡領域が、結晶化度が13%以上であることを特徴とする。
(もっと読む)
ガスバリア性プラスチック容器、その容器用のプリフォーム及びその容器の製造方法
【課題】本発明は、プラスチック容器、特にポリ乳酸からなる容器について、ガスバリア性を有する薄膜の密着性と容器のガスバリア性を共に良好とすることである。
【解決手段】本発明に係るガスバリア性プラスチック容器の製造方法は、プラスチック容器用のプリフォームの表面に窒素ガスによるプラズマ処理を施す工程と、プラズマ処理を施したプリフォームをブロー成形してプラスチック容器を得る工程と、ブロー成形によって得たプラスチック容器の表面のうち、プリフォームの段階でプラズマ処理を施した面にガスバリア性を有する薄膜を成膜する工程と、を有する。プラスチック容器に窒素ガスによるプラズマ処理を施してから、成膜を行なっても良い。
(もっと読む)
21 - 30 / 48
[ Back to top ]