
国際特許分類[B29B13/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 成形材料のコンディショニングまたは物理的処理 (373) | 冷却 (12)
国際特許分類[B29B13/04]に分類される特許
1 - 10 / 12
ゴムベールの製造方法
【課題】合成ゴムを押出機で溶融・混練し、押し出したゴムを切断してペレットを製造し、該ペレットを圧縮成形してベール形状の安定性に優れたゴムベールを製造する方法を提供する。
【解決手段】押出ダイが取り付けられた押出機にてゴムを溶融・混練し、
押出ダイから溶融状態のゴムを押し出し、押し出されたゴムを切断してペレットを製造し、ペレットを冷却水中にて冷却時間5秒以上20秒以下の間冷却し、冷却水とペレットを分離し、5℃以上40℃以下の気流下でペレットを乾燥処理し、
ペレットを所望量計量し、計量したペレットの分離後平均経過時間が30秒以上100秒以下の間で、計量したペレットを圧縮成形する。
(もっと読む)
ペレットの製造方法
【課題】切り粉の発生、ペレットの変色、ペレットの吸湿、フロス発生を防止し、ペレットを製造する。
【解決手段】(a)〜(e)の条件を満たすペレット冷却機4を用い、ペレット冷却機の出口温度を50〜120℃としてペレットを冷却する工程を有するペレットの製造方法。
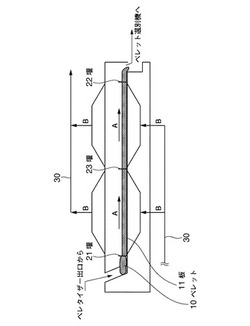
(a)入口側と出口側に、高さ4〜50mmの堰21〜23を有している。
(b)ペレット移動は振動方式である。
(c)前記堰間に冷却部を有し、当該冷却部において、冷却用媒体である気体によりペレットの冷却がなされる。
(d)前記冷却用媒体である気体は、ペレット冷却機4の下方向から上方向に供給する。
(e)入口側堰21の上流側に、ペレタイザー出口からペレットを供給するようになされており、ペレットは前記入口側堰21を乗り越え、前記冷却部を2〜40mmの高さで移動し、前記出口側の堰22を乗り越え、ペレット冷却機4から排出されるようになされている。
(もっと読む)
冷却装置および冷却方法

【課題】樹脂組成物を効率よく冷却することができる冷却装置および冷却方法を提供すること。
【解決手段】冷却装置1は、シート状に成形された樹脂組成物であるシート材Q2を、その面方向に沿って搬送する搬送手段2と、搬送手段2により搬送されているシート材Q2を冷却する冷却手段3とを備えている。シート材Q2は、冷却手段3で冷却される直前の温度が40〜60℃のものである。そして、冷却手段3は、シート材Q2の冷却速度が0.2〜5℃/秒となるように冷却する冷却能を有している。
(もっと読む)
ペレット冷却装置
【課題】 樹脂ペレットを効率よく冷却できる空冷式のペレット冷却装置を提供する。
【解決手段】 一端に樹脂ペレットが供給され、振動させられることによって樹脂ペレットを一端から他端へ移送するとともに、この移送方向と交差する方向に延びる貫通溝が移送方向に並んで複数形成されたペレット移送用のスクリーン2と、樹脂ペレットを移送方向に移送させるようにスクリーン2を振動させる振動装置10と、樹脂ペレットを冷却するための空気を、スクリーン2の貫通溝に下から上に向けて流すための気流発生手段とを備えている。気流発生手段は、筐体である装置本体20と、装置本体20の下部に設けられた給気口1と、装置本体20の上部に設けられた排気口24と、給気口1から空気を送り込むための給気用ファン12と、排気口24から空気を吸引して外部へ排出するための排気用ファン25とを有している。
(もっと読む)
長尺樹脂フィルム処理装置およびロール冷却装置と、ロール冷却方法および長尺樹脂フィルムとロールの冷却方法
【課題】ロール・トゥ・ロール方式における搬送系の制御を複雑にすることなく加熱処理された長尺樹脂フィルムが斜行しない長尺樹脂フィルム処理装置等を提供すること。
【解決手段】巻出軸5に巻回された長尺樹脂フィルム11を上記方式により搬送して巻取軸6に巻取りかつ巻出軸と巻取軸間の搬送路上でフィルム11に対し減圧雰囲気下で加熱処理する装置であって、1組の上流側ロール7b・下流側ロール7c間の搬送路上に加熱手段が設けられ、加熱手段の搬送路下流側に位置する下流側ロール7cにロール冷却装置が付設されると共に、ロール冷却装置が、それぞれ冷却面を有する下側冷却ブロック13aと上側冷却ブロック13bとで構成された冷却装置本体と、冷却装置本体に設けられたフィルム搬入口14aとフィルム排出口14bを具備することを特徴とする。
(もっと読む)
ゴム練り生地の冷却方法とその装置
【課題】ゴム練り生地を効果的に冷却するとともに、乾燥が容易なゴム練り生地の冷却方法とその装置を提供する。
【解決手段】帯状に練り出されたゴム練り生地1をゴム練り生地懸架手段12の隣り合う可動ローラ12a,12a間に掛け渡しながら搬送し、この搬送されるゴム練り生地1に、冷却室11の天井11aに設置された噴霧機13から霧状の冷却水を噴霧するとともに、上記冷却室11の床11bに設けられた排気通路11m内に排気ファン14を設置して、上記冷却室11内の噴霧した水分を含む空気を排気することにより、上記ゴム練り生地1の表面に付着した水分が気化し易いようにした。
(もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
改良されたポリプロピレン樹脂組成物及びその成形体
【課題】透明性や機械特性等の物性が改善されたポリプロピレン樹脂組成物及びその成形体、並びに樹脂組成物の吸熱ピークを増加させる方法を提供する。
【解決手段】ポリプロピレン樹脂100重量部に対して 一般式(1)R1−(CONHR2)n (1) [式中、nは、3又は4の整数を表す。]で表される少なくとも一種のアミド化合物をポリプロピレン樹脂組成物又は該樹脂成形体に0.001〜3重量部含有させ、溶融樹脂を特定の温度で固化及びアニーリング工程を行うことで、透明性や機械特性が改善されたポリプロピレン樹脂組成物又は該樹脂成形体が得られる。
(もっと読む)
前成形体冷却装置
【課題】 前成形体を充分効果的に冷却することができ、そしてまた未だ充分に冷却されていない状態で隣接して搬送されている前成形体が相互に接触して局部的に損傷せしめられることが充分に抑制乃至防止される前成形体冷却装置を提供する。
【解決手段】 所定搬送径路(42、142)を通して搬送されている前成形体(34、134)に、霧を吹き付け、次いで冷却液流を吹き付け、そして更に気体流を吹き付けるように構成する。
(もっと読む)
樹脂、樹脂の製造方法及び樹脂の製造
【課題】 生産効率良く樹脂を冷却し、粉砕が容易な形状に成形することが可能な樹脂の製造方法、樹脂の製造装置及びその製造方法で製造された樹脂を提供する。
【解決手段】 樹脂を準備する工程、樹脂をベルトコンベアーに供給する工程、前記樹脂をベルトコンベアーで移送し、ベルトコンベアーで移送される樹脂に不活性物質を吹き付け冷却する工程、を有する樹脂の製造方法。
(もっと読む)
1 - 10 / 12
[ Back to top ]