
国際特許分類[B29C39/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764)
国際特許分類[B29C39/22]の下位に属する分類
型内への材料の供給 (429)
型またはコア (691)
成形品の取出し (69)
加熱または冷却 (80)
体積の変化,例.収縮,の補償 (26)
特別の条件,例.真空,下での注型成形 (146)
計量,制御または調整 (112)
国際特許分類[B29C39/22]に分類される特許
41 - 50 / 211
レンズの成形型及びレンズの製造方法
【課題】成形型の隙間に樹脂が浸入するのを防止し、成形されるレンズにバリが発生するのを防止する。
【解決手段】上型及び下型、並びに前記上型及び前記下型の周囲を囲む胴型を含み、前記胴型内で前記上型と前記下型との間に樹脂を挟んで該樹脂を所定のレンズ形状に成形する成形型は、対向する前記胴型の内周面と前記上型の外周面との間、及び対向する前記胴型の内周面と前記下型の外周面との間を充填する充填体を備える。
(もっと読む)
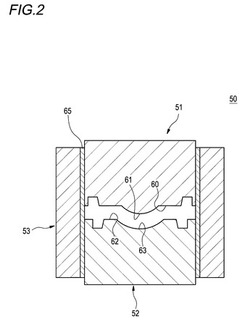
プラスチックレンズの製造方法

【課題】注型重合によりプラスチックレンズを製造する際に重合収縮に伴う各種不良の発生を抑制し得るプラスチックレンズの製造方法を提供すること。
【解決手段】成形型内部のキャビティにプラスチックレンズ原料液を注入し、該キャビティ内で前記プラスチック原料液の重合反応を行うことによりレンズ形状の成形体を得ることを含むプラスチックレンズの製造方法。前記成形型は、2つのモールド、ただし少なくとも一方は弾性樹脂製である、が対向配置され、かつ該2つのモールドの周囲に弾性樹脂製のガスケットが配置されることにより前記キャビティが形成されてなり、前記成形体は、一方の面が凸面であり、他方の面が凹面であり、前記凹面を弾性樹脂製モールドの成形面を転写することにより形成する。
(もっと読む)
シートパッド及びその製造方法
【課題】シートパッドの着座者側の面に凹部が設けられているシートパッドにおいて、この凹部とシートパッドのパーティングラインとの間において該着座者側の面に成形不良が発生することを防止することが可能なシートパッド及びその製造方法を提供する。
【解決手段】シートパッド1は、発泡成形用金型10内において発泡成形された発泡成形体2よりなる。発泡成形体2は、パーティングラインPLにおいて交わる一連の第1の成形面2a,4a,4bと第2の成形面4cとを有しており、発泡成形用金型10内において該第2の成形面4bを上向きにして発泡成形されたものであり、該第2の成形面4cがシートパッド1の着座者と反対側の面となっている。第1の成形面4aに、第2の成形面4cに向って凹陥する第1の凹部5が設けられている。第2の成形面4cに、第1の凹部5とパーティングラインPLとの間に向って凹陥する第2の凹部6が設けられている。
(もっと読む)
発泡成形体の取付部材、発泡成形部材、発泡成形部材の製造方法並びに発泡成形部材の取付構造
【課題】被取付部材に設けられた複数個の被係止部にそれぞれ係合する複数個の係止部を備えた発泡成形部材を容易に製造することが可能な発泡成形体の取付部材と、この取付部材を備えた発泡成形部材と、この発泡成形部材の製造方法と、この発泡成形部材を被取付部材に取り付けた取付構造とを提供する。
【解決手段】取付部材10は、発泡成形体2を被取付部材20に取り付けるためのものである。取付部材10は、被取付部材20に設けられた被係止部21と係合する係止部11を備えている。取付部材10は、発泡成形体2とインサート成形により一体化される。取付部材10は、複数個の係止部11と、該係止部11同士を連結した連結部12とを備えている。
(もっと読む)
シームレス凹凸模様付きロールの製造方法
【課題】
工業的な規模で、表面にシームレスの凹凸模様を有するロールを安価に簡便に製造することを課題とする。
【解決手段】
円柱支持体に連続繊維を隙間なくスパイラル巻きにし、固定した後に、該スパイラル巻きした表面形状を内面に転写したシームレス凹凸模様を有する中空鋳型を作成し、該中空鋳型の内面形状を表面に転写することを特徴とするシームレス凹凸模様付きロールの製造方法。連続繊維は撚糸またはモノフィラメントのいずれでも良い。
(もっと読む)
液体現像電子写真装置用転写ローラー、及び、液体現像電子写真装置用転写ローラーの製造方法
【課題】樹脂フィルムを被印刷物としながらも印刷精度に優れた液体現像電子写真装置を提供すること。
【解決手段】感光体に接する外周面がポリウレタン弾性体で形成されている液体現像電子写真装置用転写ローラーであって、前記感光体の画像を転写させる被印刷物が樹脂フィルムであり、前記外周面が、ポリエステルポリオールと二官能イソシアネートとを反応させてなるポリウレタン弾性体で形成されており、且つ、イソシアネートによって硬化処理されていることを特徴とする液体現像電子写真装置用転写ローラーなどを提供する。
(もっと読む)
注型品およびその製造方法
【課題】外周に接地層を有する注型品であって、絶縁層内の絶縁欠陥を調査するための電気試験を短時間で行う。
【解決手段】中心導体1と、中心導体1の周りに形成された絶縁層2と、絶縁層2の周りに設けられた接地層3とを有する注型品において、絶縁層2は、中心導体1端から接地層3までの沿面方向を形成する沿面絶縁部と、中心導体1と接地層3間の貫通方向を形成する貫通絶縁部とで構成され、沿面絶縁部と貫通絶縁部とを形成する注型金型が分離しており、沿面絶縁部を形成する注型金型を離型し、貫通絶縁部を形成する注型金型を接地して電気試験を行うことを特徴とする。
(もっと読む)
注形用金型及びガス絶縁開閉装置
【課題】熱硬化性の材料を用いた注形品の品質の安定化及び生産性の向上を図る。
【解決手段】注形用金型25は、熱硬化性の注形材料を加圧しながら注入するための材料注入口32を底部に備えた金型本体26と、金型本体26内での高さ方向(Z1方向)の位置を揃えて各々形成された複数のキャビティ部31と、を備えている。このように、各キャビティ部31が、互いの高さ方向の位置を揃えて各々配置されていることから、材料注入口32から注入された注形材料は、自重に抗しつつ金型本体26内を上昇し、さらに個々のキャビティ部31内へ各々ほぼ同時期に充填されて熱硬化が開始される。
(もっと読む)
車両用クッション体の製造方法
【課題】成型後脱型する際に、背あて部背面などに破れが生じるのを回避する車両用クッション体の製造方法を提供する。
【解決手段】上金型12と該上金型に取り付けられた中子13と下金型11からなる成型用金型を用いてヘッドレスト部と背あて部が一体となった車両用クッション体を製造する方法において、少なくとも前記ヘッドレスト部内側に相当する前記中子13表面を袋状フィルム14で覆い、さらにウレタン発泡原液を金型内に供給した後、上金型12を閉じ発泡成型させる。
(もっと読む)
プラスチックレンズ成型用粘着テープおよびこれを用いたプラスチックレンズ成型方法
【課題】樹脂をキャビティに確実に封止しつつ、重合硬化に伴う体積縮小によるレンズ周面のテープシワの発生を確実に抑制する。
【解決手段】重合性モノマーが充填される一対のモールド30,30間をその周方向に沿って連続的に封止するためのプラスチックレンズ成型用粘着テープ100であって、テープ状の基材10に、これをモールド30,30側に粘着させるための粘着層20を有すると共に、粘着層20が、モールド30,30間に充填された重合性モノマーが重合収縮する温度域で凝集力が低下する粘着剤からなる。これによって、樹脂注入時から樹脂の体積が縮小を開始するまでは、十分な粘着力および凝集力を発揮する。また、重合硬化に伴う樹脂の体積縮小時には、凝集力が弱まってテープ基材10の幅方向に作用する力が減少してテープ基材が潰れたりすることがなくなる。
(もっと読む)
41 - 50 / 211
[ Back to top ]