
国際特許分類[B29C39/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764)
国際特許分類[B29C39/22]の下位に属する分類
型内への材料の供給 (429)
型またはコア (691)
成形品の取出し (69)
加熱または冷却 (80)
体積の変化,例.収縮,の補償 (26)
特別の条件,例.真空,下での注型成形 (146)
計量,制御または調整 (112)
国際特許分類[B29C39/22]に分類される特許
81 - 90 / 211
ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】基板部とレンズ部とが一体のウェハレベルレンズアレイを成形する際に、成形される基板部やレンズ部にエアが混入することを防止できるウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを転写型により一体に成形するウェハレベルレンズアレイの製造方法であって、転写型は、その表面に少なくとも複数のレンズ部に対応する複数の凹部を有し、複数の凹部それぞれに該凹部の容量より多い量の樹脂を供給し、その状態で成形を行うことにより凹部より溢れた樹脂を一体とすることで前記基板部とする。
(もっと読む)
プラスチックレンズの製造方法

【課題】高価格の高屈折率原料に対して、省原料の製造方法を提供する。
【解決手段】第一モールドと第二モールドとを対向配置した成形モールドにてプラスチックレンズを製造する方法であって、前記第一モールドは、熱可塑性樹脂にて形成され、第一モールドレンズ成形面と、筒状突起と、少なくとも1箇所の原料注入孔とを備え、前記第二モールドは、第二モールドレンズ成形面と、前記筒状突起の内周形状に対応した外形形状を備え、前記第一モールドの前記筒状突起内部に前記第二モールドを挿入し、前記成形モールド内部にキャビティーを形成するモールド組立工程と、前記キャビティー内にプラスチックレンズ原料を注入する原料注入工程と、前記原料を重合硬化させ、前記プラスチックレンズを成形するレンズ成形工程とを備えるプラスチックレンズの製造方法
(もっと読む)
オフサルミックレンズモールド組立体の製造中における脱型
レンズモールド組立体を脱型する方法、装置及びシステムが開示され、この場合、各々が少なくとも1本のパンチピンを備えたパンチャヘッダの下にレンズモールド組立体を位置決めする。脱型プロセスにおいて、次に、パンチャヘッダを動かしてレンズモールド組立体に当て、各パンチャの少なくとも1本のパンチピンが第1のモールド部分のレンズモールド層を打ち抜き、次に第2のモールド部分の第2のレンズモールド層を押し、それにより2つのモールド部分を互いに分離する。 (もっと読む)
シートクッション成形型およびシートクッションの製造方法
【課題】後加工を不要としたシートクッション成形型およびシートクッションの製造方法を提供する。
【解決手段】シートクッション成形型Mは、下型60と、この下型60と型閉め可能に配設されて該下型60との間にクッション本体10に合わせたキャビティ64を形成する上型70とを備える。またシートクッション成形型Mは、フレーム20を、上型70のキャビティ64を画成する成形面72から離して該キャビティ64に支持するセット部を備える。更にシートクッション成形型Mは、上型70に下方に開口するよう成形面72から凹設され、セット部74にセットしたフレーム20から上方に突出したフック30を受け入れる凹部80を備えると共に、凹部80の開口周囲を囲う規制手段90を備える。前記規制手段90は、上型70の成形面72から突出して凹部80の開口周囲を囲う流入規制壁92から構成される。
(もっと読む)
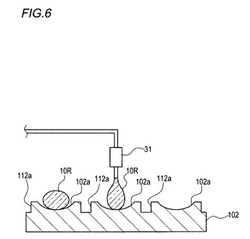
レンズ及びその製造方法
レンズを製造するための方法において、第1の表面(102)に凹所(106)を備えている基板(100)が用意される。第1の所望のレンズ表面(112a)に従った形状(110)を有する犠牲材料(108)が前記凹所に設けられる。前記第1の所望のレンズ表面に従った形状を有するようにレンズ材料(112)が前記基板(100)及び前記犠牲材料(108)へ塗布されて硬化させられ、次いで前記犠牲材料(108)が除去される。 (もっと読む)
ウェハレベルレンズアレイ及びその製造方法
【課題】1次元又は2次元に配列される複数のレンズ部と、これらのレンズ部を相互に連結する基板部と、が樹脂材料により一体に形成されるウェハレベルレンズアレイにおいて、基板部の反りを防止する。
【解決手段】ウェハレベルレンズアレイ100は、2次元に配列される複数のレンズ部101と、該レンズ部101を相互に連結する基板部102と、該基板部102に設けられ該基板部102の表面に沿って延びるリブ104と、を備え、該レンズ部101及び該基板部102並びに該リブ104が樹脂材料で一体に形成されている。
(もっと読む)
樹脂シートの連続的製造方法
【課題】 移送されるベルト上に活性エネルギー線重合性液体を供給し、その上にフィルムを被せて前記液体を硬化されて樹脂シートを連続的に製造する際、前記フィルムの幅方向の両端部から前記液体が漏洩せずに樹脂シートを製造する方法を提供する。
【解決手段】 移送されるベルト上に活性エネルギー線重合性液体を供給し、供給された前記液体上に活性エネルギー線透過性フィルムを被せ、該フィルムの上から前記液体に活性エネルギー線を照射して硬化させることにより樹脂シートを連続的に製造する方法であって、前記フィルムの幅を、ベルト上に展開した前記液体の幅以上とし、前記フィルムの幅方向の両端部をそれぞれ粘着性テープでベルトに貼り付け、該両端部を封止する樹脂シートの連続的製造方法である。
(もっと読む)
FRP被覆構造体の製造方法及びFRP被覆構造体
【課題】強化繊維基材に液状樹脂を注入した際に、樹脂発泡体からなるコアの内部に液状樹脂が含浸されるのを防止し、軽量性に優れたFRP被覆構造体の製造方法を提供する。
【解決手段】反応性組成物をモールド内で発泡させて樹脂発泡体を成形するモールド成形によって、高密度のスキン層と低密度の内部層を有するコア2を製造する。そして、そのコア2を強化繊維基材で被覆し、強化繊維基材に液状樹脂を注入して加熱硬化させることによってFRP皮膜4を形成する。従って、強化繊維基材に液状樹脂を注入する際に、高密度のスキン層によって、液状樹脂が低密度の内部層に含浸されるのを防ぐことができる。
(もっと読む)
クッションパッドの成形型およびその成形型を用いたクッションパッドの製造方法
【課題】成形したクッションパッドを抜型するとき、クッションパッドの背面側部分のうち少なくとも肉厚変動部内側で発泡樹脂と一体に成形した補強布材が破損することを防止し、そして、肉厚変動部の内側に設けた凹部の幅や高さを、成形状況に応じて容易に変更することができる、クッションパッドの成形型を提供する。
【解決手段】上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、上辺縁部側の厚肉部と、延設部先端側の薄肉部と、厚肉部と薄肉部との間の肉厚変動部とを有し、少なくとも肉厚変動部の内側で発泡樹脂とその発泡樹脂を覆う補強布材とが一体に成形されるクッションパッドを成形する成形型が、下型と、中子型と、上型とを有し、肉厚変動部の内側表面に凹部を形成するために、中子型の材料より軟質な材料からなる凹部形成用入子を前記中子型の表面に取り外し可能に固定する。
(もっと読む)
プリズムシートの製造方法
【課題】製造装置を大型にすることなく製造時間を短縮することができるプリズムシートの製造方法を提供する。
【解決手段】先ず、紫外線硬化樹脂8を、金型1の上面に適量滴下することによって配設する。次いで、間隔制御装置4の制御によって重り2を降下し、金型1の上面と重り2の下面との間の間隔が所望の間隔となるように、紫外線硬化樹脂8の上に配置する。次いで、線状光源3が光を紫外線硬化樹脂の側面にそれぞれ照射する。線状光源3から照射された光は、金型1の上面及び重り2の下面でそれぞれ反射し、紫外線硬化樹脂を硬化する。次いで、間隔制御装置4の制御によって重り2を上昇し、硬化した紫外線硬化樹脂8を金型1から取り出すことによって、厚さh1のプリズムシート9が形成される。
(もっと読む)
81 - 90 / 211
[ Back to top ]