
国際特許分類[B29C39/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 注型成形,すなわち.型内または限定された表面間に成形材料を大きな圧力を加えないで導入する成形;そのための装置 (3,920) | 構成部品,細部または付属装置;補助操作 (1,764)
国際特許分類[B29C39/22]の下位に属する分類
型内への材料の供給 (429)
型またはコア (691)
成形品の取出し (69)
加熱または冷却 (80)
体積の変化,例.収縮,の補償 (26)
特別の条件,例.真空,下での注型成形 (146)
計量,制御または調整 (112)
国際特許分類[B29C39/22]に分類される特許
11 - 20 / 211
吐出装置
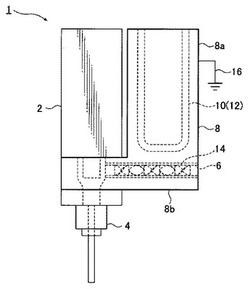
【課題】設計の高い自由度を持ちながら効率的に流動性材料を所望温度に維持できる吐出装置(ディスペンサバルブ)を提供すること。
【解決手段】本発明の流動性材料を吐出する吐出装置1は、流動性材料を吐出させるノズル4と、ノズルに連通しノズルに流動性材料を送る流路6と、ノズルから流動性材料を吐出させる吐出機構と、加熱流体を循環させることによって流路の周囲を加熱する加熱手段10と、を備えていることを特徴とする。
(もっと読む)
車両用シートパッドの製造方法

【課題】パッド本体の立壁状外周部につながる裏面側厚み面で、シートフレームとの間で発生する異音を防ぎ、さらに発泡成形時に発泡原料漏れ対策を講じた車両用シートパッドの製造方法を提供する。
【解決手段】パーティングラインPL位置が、発泡成形されるパッド本体1の外周部1aで、裏面1R側へ張り出すその一番高い地点10よりも下方地点に設けられ、さらに上型7にセットされる布状材と通じる発泡ガス用ガス抜き孔7gがその上型に設けられる発泡型6を用いて、布状材5の外周縁51が、発泡成形されるパッド本体1の外周部1aでその一番高い地点10を越え且つパーティングラインPLの手前に配されるようにして、上型7の型面7Aに布状材5をセットする第一工程と、発泡原料9の注入及び型閉じする第二工程と、発泡成形で余剰の発泡ガスをガス抜き孔7gから放出して、布状材5が被着一体化されるパッド本体1を発泡成形する第三工程とを備える。
(もっと読む)
RTM成形方法及びそれによるFRP成形品
【課題】樹脂成形品について、複雑な形状部分を有したものであってもマトリックス樹脂にフェノール樹脂を用いながら生産性の低下を伴うことなく高精度に成形できるようにする。
【解決手段】下型2にゲルコート塗装層50を設けて強化繊維シート60を敷設するとともに所定位置に置き駒5を配し、その後上型3を被せて上下両型の外周側重ね合わせ部分を所定の手段で密着させ、熱硬化性樹脂を注入して強化繊維シート60に含浸させながら型内部20に充填した後、所定の温度で加熱し熱硬化性樹脂を硬化させてFRP成形品を得るRTM成形方法において、その熱硬化性樹脂をフェノール樹脂とし、前記置き駒5が、軟質樹脂製の駒5aと硬質樹脂製の駒5bの組み合わせからなり型内部20でアンダー部分25aを有した隙間空間25を埋めるように配置される、ことを特徴とするものとした。
(もっと読む)
石目調内装材の製造方法
【課題】サイディング以上に本物の石材の凹凸を表現した石肌面を有し、その石肌面に凹凸に加えて、鉱物の結晶面を表す多数の微細な結晶面部9,9,…が出た質感を有する石目調内装材が後塗装や後加工によることなく実現できるようにする。
【解決手段】多数の鉱物の結晶を有する、火成岩又は変成岩からなる原石材をランダムに切削して、凹凸のある石肌面(割石面)が形成されかつ石肌面に結晶の一部が平滑面(平面)からなる結晶面として部分的に露出したマスター石材を形成する。そのマスター石材に溶融シリコン樹脂を押し当ててシリコン型を取り、そのシリコン型に発泡材(成形材料)を流し込んで発泡成形させて成形体を得、その成形体の表面を塗装する。
(もっと読む)
プラスチックレンズの製造方法
【課題】泡不良のない高品質なプラスチックレンズを提供するための手段を見出すこと。
【解決手段】成形面同士が所定の間隔をもって対向する2つの非円形モールドの周面にまたがるようにテープを巻回して上記間隔を閉塞することにより断面の平面視形状が非円形のキャビティを有する成形型を組み立て、ここで上記非円形キャビティは側面に平坦面部を有し、上記キャビティ側面に形成された注入口からプラスチックレンズ原料液を上記キャビティ内に注入し、上記平坦面部をキャビティ外部から内部に向けて押圧することによりキャビティ内のプラスチックレンズ原料液に混入した気泡を上記キャビティ側面に形成された開口から排出し、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有する非円形形状の成形体を成形し、上記成形体を成形型から離型して非円形プラスチックレンズを得るプラスチックレンズの製造方法。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
繊維強化樹脂と軽量化コアとの複合材ならびにそれを製造する方法および装置
【課題】 繊維強化樹脂とそれに隣接する軽量化コアとを備える複合材を製造する際、複合材の重量が増加することなく、軽量化コアの表面の孔内に樹脂が流入するのを防ぐことができるとともに、高い成型精度の複合材を高レートで生産する。
【解決手段】 軽量化コアと、この軽量化コアの表面の少なくとも一部に隣接する繊維強化樹脂とを備える複合材を製造するため、先ず、成形型内に、軽量化コアが繊維強化樹脂と隣接する部分と実質的に同一の形状を有する部分を具備する中子と、この中子に隣接して繊維基材を配置するステップ100と、成形型内に樹脂材を注入して、繊維基材に樹脂材を含浸するステップ110と、樹脂材を硬化するステップ120と、成形型から中子と繊維基材を含む硬化樹脂を取り出すステップ130と、この繊維基材を含む硬化樹脂と軽量化コアとを一体化するステップ150を行う。
(もっと読む)
プラスチックレンズ用成形型
【課題】縁摺加工の精度をより一層高くすることが可能なプラスチックレンズ用成形型を提供する。
【解決手段】眼鏡用プラスチックレンズのレンズ面を成形する型となる第1、第2のモールド部材3,4を備える。第1、第2のモールド部材3,4の相対的な移動を規制するガスケット2を備える。第1のモールド部材3と第2のモールド部材4とのうちいずれか一方のモールド部材におけるレンズ面の中心部分と対応する外面には、このモールド部材を縁摺加工装置に取付けるための連結部12が設けられている。
(もっと読む)
注型成形品エジェクト装置
【課題】排出口を有する成形品を容易に脱型させることができる注型成形品エジェクト装置を提供することである。
【解決手段】上金型2と下金型3の間のキャビティ13内で成形品10が形成されると、成形品10の排出口10a部分に配置された閉塞板4で上金型2と成形品10を押圧し、成形品10から上金型2を外すと共に成形品10を部分的にリフトさせる。すなわち成形品10は自身の弾性によって変形し、排出口10a付近の部位が下金型3から剥離し、排出口10a付近以外の部位は下金型3に付着した状態を保っている。そのため、成形品10と下金型3の間には隙間11が形成される。そして、成形品10と下金型3の間の隙間11に加圧気体12を供給する。加圧気体12は隙間11にくさびのように入り込み、成形品10は下金型3から滑らかに脱型する。
(もっと読む)
硬化物の製造方法、硬化物の製造装置およびプログラム
【課題】気泡混入のない硬化物を好適に製造し得る硬化物の製造技術を提供する。
【解決手段】硬化性材料30を下型20に塗布する。硬化性材料30が上型10に接触するように、上型10および下型20を近接させる。上型10および下型20を上下に分離する。硬化性材料30を下型20に塗布する。上型10および下型20を近接させる。硬化性材料30を硬化させることにより硬化物を製造する。
(もっと読む)
11 - 20 / 211
[ Back to top ]