
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,131 - 1,140 / 1,429
音響振動板及び音響振動板製造方法
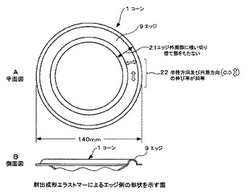
【課題】熱可塑性エラストマーの優れた機能を用い、成形方向による弾性率、伸びの相違を改善した。
【解決手段】本発明の音響振動板は、熱可塑性エラストマーを用いたエッジ9は、ゴム粒子径が一定で小さく均一に分散しているソフトセグメントを有し、ハードセグメントであるオレフィン樹脂量が少なくても加工性を有するポリオレフィン系エラストマーを材料として用い、射出成形における薄肉成形によって材料の物性が異方性を生じないような配向となる半径方向及び円周方向の伸び率が同等22の形状とするものである。
(もっと読む)
樹脂成形品の製造方法

【課題】部分的に厚肉部を有する樹脂成形品を製造する際に、ヒケの発生を防止することができ、かつ、成形サイクルが長くなることをある程度抑制することができる樹脂成形品の製造方法を提供すること。
【解決手段】厚肉部85を部分的に有する樹脂成形品8の製造方法。樹脂成形品8の形状に対応するキャビティ15を有する金型1の温度を、キャビティ15に充填する樹脂の射出温度よりも低く、かつ、少なくとも50℃以上の加熱温度まで上昇するよう加熱する金型加熱処理と、キャビティ15内に樹脂を射出充填した直後に、充填樹脂の裏面側から加圧ガスをキャビティ15内に導入することにより、充填樹脂の意匠面81をキャビティ面151に押し付ける加圧処理と、加圧ガスによる加圧状態を維持したまま金型1の温度を型開き可能温度まで低下させる金型冷却処理と、金型冷却処理完了後に、加圧ガスによる加圧状態を解除する減圧処理とを行う。
(もっと読む)
光学素子及び光学素子の製造方法
【課題】従来と比較して光線透過率及び熱膨張率を改善する。
【解決手段】 対物レンズ7は、熱可塑性樹脂100重量部と、一次粒子の体積平均分散粒子径が30nm以下で、かつ含有率が10重量部以上、80重量部以下の無機微粒子とを、0.05重量部以上、40重量部以下の超臨界二酸化炭素を導入した状態で混練して複合材料を生成し、この複合材料を成型することによって製造されている。
(もっと読む)
射出発泡成形体の製造方法
【課題】表面状態が良好であるとともに、スキン層の厚さが薄くより軽量な成形体とすることができる射出発泡成形体の製造方法を提供することを目的としている。
【解決手段】熱可塑性樹脂と化学発泡剤とを含む発泡性溶融樹脂を金型のキャビティ内に射出充填する工程を含む射出発泡成形体の製造方法であって、前記熱可塑性樹脂の融点±50℃に加熱された加熱ガスを0.1〜5MPaの圧力でキャビティ内に充填した状態で、前記発泡性溶融樹脂をキャビティ内に射出充填する工程を備えていることを特徴としている。
(もっと読む)
ポリプロピレン系樹脂射出発泡成形体
【課題】射出発泡成形性、軽量性、剛性および生産性に優れ、とくに箱形状射出発泡成形体においても十分な軽量性を有する射出発泡成形体を提供すること。
【解決手段】メルトフローレートが10g/10分以上50g/10分未満、メルトテンションが2cN以上で、かつ歪硬化性を示す改質ポリプロピレン系樹脂、および発泡剤を射出成形機へ供給し、次いで金型内に射出して発泡成形することを特徴とする射出発泡成形体。
(もっと読む)
発泡樹脂成形品の成形方法及び成形金型
【課題】可動側金型と固定側金型とを型締めした後、発泡樹脂材料を両金型のキャビティ内より射出充填した後、可動側金型を後退させて発泡スペースを確保した状態で発泡反応を誘起させ、所要形状に成形される発泡樹脂成形品の成形方法であって、発泡樹脂成形品の孔部の形状出しを精度良く行ない、意匠性並びに合わせ精度を高める。
【解決手段】ドアトリムロア(発泡樹脂成形品)30のボス用孔32やビス用孔33等の形状に応じて可動側金型50には固定側金型60に向く突起52が突設され、この突起52の外周面には、絞模様等の微小凹凸部53が設定されていることにより、可動側金型50の後退時、半成形品Pの開口縁部が突起52の外周面に係着保持され、可動側金型50の後退方向に移行することで、ボス用孔32やビス用孔33におけるコーナー部32a,33aの形状出しを精度良く行ない、意匠性並びに合わせ精度を高める。
(もっと読む)
発泡性樹脂成形方法および成形用型構造
【課題】見栄えのよい成形品を形成することが可能な発泡性樹脂成形方法および成形用型構造を提供することを目的とする。
【解決手段】発泡性樹脂材料によって、多孔質のドアトリム基材1を形成する成形用型10の固定側成形型11および可動側成形型12には、互いに対向する対向面11a、12aを形成し、対向面11a、12aからは、閉型時に互いに相手側に当接するように、突起部11b、12bを突出させている。突起部11b、12bの側面11c、12cはテーパ状をしており、対向面11a、12aおよび側面11c、12cにより、キャビティCVが形成される。側面11c、12cの型開き方向の長さの和2Aは、閉型時の対向面11a、12a間の距離tに、樹脂材料を発泡させる時の、型開き量αを加えた長さに設定されている。
(もっと読む)
熱可塑性樹脂の表面改質方法
【課題】 改質材料を熱可塑性樹脂に効率良く且つ高濃度で浸透させるための表面改質方法を提供する。
【解決手段】 超臨界流体または高圧不活性ガスが流れる流路と流通した容器内に熱可塑性樹脂を設置する第1工程と、改質材料を超臨界流体または高圧不活性ガスに溶解させる第2工程と、改質材料が溶解した超臨界流体または高圧不活性ガスを容器に導入し、その後、容器内における超臨界流体または高圧不活性ガス中の改質材料の溶解濃度を、流路における超臨界流体または高圧不活性ガス中の改質材料の溶解濃度より高くする第3工程とを含む表面改質方法を提供する。
(もっと読む)
超臨界流体を用いた熱可塑性樹脂の射出成形方法
【課題】 射出成形機の可塑化シリンダー内の溶融樹脂に超臨界流体を部分的に安定して浸透させることができる射出成形方法を提供する。
【解決手段】 可塑化シリンダー内の溶融樹脂の充填量を計量することと、計量終了時のスクリューの位置から、スクリューを回転させることなく所定距離後退させるとともに、可塑化シリンダー内の溶融樹脂に超臨界流体を導入することと、溶融樹脂の圧力を検出することと、圧力に基づいてスクリューの射出開始位置を決定することとを含む射出成形方法により上記課題を解決する。
(もっと読む)
樹脂成形品の製造方法
【課題】本発明は、植物繊維をフィラーとして含む難燃性を有する樹脂成形品の製造方法であって、所期の特性を有する樹脂成形品を安定して得ることができる樹脂成形品の製造方法を提供することを課題とする。
【解決手段】本発明は、植物繊維にホウ酸およびホウ酸化合物の少なくともいずれかを含ませて当該植物繊維を難燃化処理する第1工程と、前記第1工程で得られる難燃化処理した前記植物繊維と、マトリックス樹脂と、金属水酸化物とのそれぞれを射出成形機に直接投入する第2工程と、前記射出成形機で、難燃化処理した前記植物繊維と、前記マトリックス樹脂と、前記金属水酸化物とを加熱下に混練して可塑化された樹脂組成物を射出成形する第3工程とを有すること特徴とする。
(もっと読む)
1,131 - 1,140 / 1,429
[ Back to top ]