
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,111 - 1,120 / 1,429
アロファネート変性イソシアネートを含んでなるポリウレタンエラストマー
本発明は、ポリウレタンエラストマーおよびその製造方法に関する。該エラストマーは、NCO基含有率約15〜約35%を有するアロファネート変性(シクロ)脂肪族イソシアネートまたはそのプレポリマーを含んでなるポリイソシアネート成分と、低不飽和ポリエーテルポリオール、ヒドロキシル基2個を含有し、アミン基を含有しない低分子量有機化合物、および必要に応じて、分子量約200〜約500、ヒドロキシル官能価3〜4を有し、アミン開始ポリエーテルポリオールを含んでなる1以上の有機化合物を含んでなるイソシアネート反応性成分との反応生成物を含んでなる。 (もっと読む)
血圧計のカフに組付けられる湾曲弾性板の製造方法
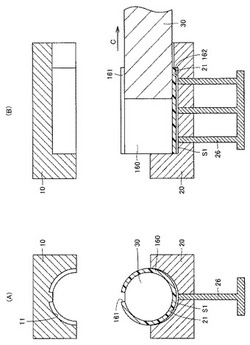
【課題】中子に抜き勾配を設けずとも変形なく金型から離型することができ、また高い生産効率にて製造が可能な血圧計のカフに組付けられる湾曲弾性板の製造方法を提供する。
【解決手段】血圧計のカフに組付けられる、周方向の所定位置に軸方向に延びる切れ目161を有する環状形状の湾曲弾性板としてのカーラ160を製造するに際して、固定側型体10、可動側型体20および中子30から成る金型を用いた射出成形を行なう。その際、成形したカーラ160を金型から離型するにあたって、カーラ160の周方向における任意の位置において、カーラ160の内周面および外周面の少なくともいずれか一方が金型から離型した状態とした後に、カーラ160の軸方向と平行な方向に中子30を移動させることにより、カーラ160の中空部から中子30を引き抜く。
(もっと読む)
電子機器用の樹脂製筐体及び樹脂成形品の製造方法

【課題】簡易な構造で効率良く放熱を行える樹脂成形品を提供する。
【解決手段】発熱部からの熱を受ける領域の樹脂基材21中にカーボンナノチューブ同士が接触することにより所定方向に繋がるように配列したカーボンナノチューブ22を含んだ樹脂成形品20である。樹脂成形品は、一定方向に配列させたカーボンナノチューブ22を含むという簡易な構造で効率良く熱を伝播させて放熱を行える。この樹脂成形品を用いて、発熱部12,13を有する電子機器10を収容する樹脂製筐体を形成すれば内部に発生した熱を効率よく放出して冷却できる。また、カーボンナノチューブは、樹脂基材中で長手方向が筐体の表裏方向に沿うように並んで配列することが望ましい。
(もっと読む)
イソホロンジイソシアネートのイソシアヌレートおよびそのプレポリマーに基づくRIMエラストマー
本発明は、脂肪族イソシアヌレートから製造されたRIM成形エラストマーおよびそのプレポリマーに関する。該エラストマーを製造するために用いる反応系は、改良された流動性とより長いゲル時間を示し、約30秒でも離型し得る。得られたエラストマーは、塗装することなく優れた耐候性を有する。本発明は、相安定性ポリオールブレンドにも関する。 (もっと読む)
樹脂パネル及び自動車のドア
【課題】膨張成形された樹脂パネルにおいて、パネル本体全体の強度剛性を向上させて樹脂パネルを被取付体に安定して取り付ける。
【解決手段】外周縁部が各取付部19から離間しプレート本体15の一側面側が膨出するとともに他側面側が凹陥する膨出内域面部27と、膨出内域面部27の外周縁部と各取付部19とを連結し所定幅に亘って一側面側が膨出するとともに他側面側が凹陥する膨出連結部29と、膨出内域面部27、膨出連結部29及び各取付部19に隣接し一側面側が凹陥するとともに他側面部が膨出する膨出外域面部31とでパネル本体を構成する。プレート本体15の膨出内域面部27、膨出連結部29及び膨出外域面部31の表面に、膨張成形で、樹脂密度の高いスキン層33を形成するとともに、内部に多数の空隙を有しスキン層33に比べて樹脂密度の低い膨張層35を形成する。
(もっと読む)
表皮材積層発泡樹脂成形品の成形方法及び成形装置
【課題】表皮材のセット性を良好に維持しつつ、コアバックに起因する表皮材の皺発生を容易に抑制することができる方法および装置を提供する。
【解決手段】凹状彫込み32を有する第1型30と、凸状コア42を有する第2型40との間に、縁部51によってコア42の外周と略同形の窓部が形成された額縁状の第3型50を配設し、第3型50の表皮材保持面55に沿って表皮材12を保持し、型締めしてキャビティを形成させつつ、窓部52にかかる表皮材内側部12aを、コア42の前面でキャビティ35内側に押入し、発泡性樹脂92を注入し、コアバックを行いつつ発泡させる表皮材積層発泡樹脂成形品の成形方法において、型締めの開始時点以降かつコアバックの開始時点以前に、表皮材12のキャビティ内側に押入された部分12aと表皮材保持面に沿って保持された部分12bとを自動的に切離させる。
(もっと読む)
射出成形方法および射出成形用金型構造
【課題】キャビティのうち製品の肉厚変化急変部でのガス抜きを確実に、且つ長期にわたり安定して行えるようにして、ガス溜まりによる欠肉の発生を未然に防止する。
【解決手段】型締め動作途中で一次減圧用ベント孔9にてキャビティ4内を強制吸引により一次減圧状態とする。次いで、キャビティ4を密閉空間とした上で、キャビティ4のうち製品の肉厚変変化急変部aに相当する部分に焼結金属ブロック11を介して臨ませてある局部ガス抜き用ベント孔10を使って、キャビティ4内のガスを強制吸引しながら成形原料を吐出・充填する。
(もっと読む)
テーパーを有する容器の成形方法および金型
【課題】テーパーを有する容器の側面の厚さを均一に成形することができるとともに、底面と、側面との厚みを独立に制御可能な金型および成形方法を提供する。
【解決手段】キャビティ(雌型)と、コア(雄型)との間に溶融樹脂を流し込み成形するテーパーを有する容器の成形方法であって、前記コアは、移動自在な移動コアと、固定される固定コアとを有し、前記移動コアはさらに、テーパーを成形するための1または複数の二次移動コアと、底面を成形するための1または複数の二次移動コアとの、複数の二次移動コアを有し、該複数の二次移動コアをそれぞれ移動させることにより、前記テーパーの厚みと底面の厚みとを略均一に成形することを特徴とする。
(もっと読む)
バイオマス原料由来の樹脂成形体の製造方法、及びこれにより得られるバイオマス原料由来の樹脂成形体
【課題】成形サイクルを長くすることなく、樹脂の結晶化を促進でき、優れた耐衝撃強度、及び耐熱温度を有する生分解性材料よりなる成形品を得る。
【解決手段】バイオマス原料由来の樹脂の結晶化温度未満で、かつガラス転移温度未満に保持された金型内5に、バイオマス原料由来の樹脂、又は石油原料由来の樹脂とバイオマス原料由来の樹脂とのブレンド樹脂を射出し、その後、冷却固化することにより得られるバイオマス原料由来の樹脂成形体の製造方法であって、前記金型5から離型して成形品1(ハウジング)を得る工程を行い、その後に、前記成形品1の形状寸法精度を必要とする箇所を支持した状態で結晶化させるアニール工程を行う。
(もっと読む)
低光沢熱可塑性物品
【課題】低光沢の熱可塑性組成物または物品を提供する。
【解決手段】本発明の組成物は、a.約30〜80重量%のポリカーボネート成分と、b.組成物中にポリブチレンテレフタレートが存在するときは、前記ポリブチレンテレフタレートは、ポリブチレンテレフタレート以外の他のポリエステルの少なくとも1つと共存するようになされた、約5〜約50重量%のポリエステル成分と、c.約2〜約25重量%の耐衝撃性改良剤と、d.低光沢化に有効な量の、少なくとも1つのエポキシ基を含む多官能基添加剤とを含む組成物から誘導される物品を含む。本発明はさらに、物品を製造する射出成形法、熱成形法も包含する。
(もっと読む)
1,111 - 1,120 / 1,429
[ Back to top ]