
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,071 - 1,080 / 1,429
射出成形品
【課題】
半導体製造装置に使用する配管材や継ぎ手等の耐オゾン性に優れた物品、射出成形品及び射出成形用材料を提供する。
【解決手段】
パーフルオロ樹脂からなる射出成形品であって、
前記パーフルオロ樹脂は、パーフルオロ重合体からなり、MIT値が20万回を超え、融点が230℃以上であり、不安定末端基が前記パーフルオロ重合体中の炭素数1×106個あたり50個以下であるものである
ことを特徴とする射出成形品。
(もっと読む)
履物の足裏面形状形成方法及びカップインソールの足裏面形状形成方法
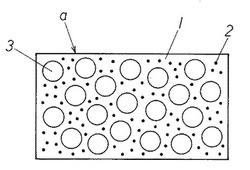
【課題】外力によって変形した形状を簡易に保持することができる樹脂発泡体を得ることを目的とし、たとえばインソールにおいて身体への負担を軽減させるために、各人の足裏面の形状に合ったインソールを手間と時間をかけずに成形できる材料を提供する。
【解決手段】低密度ポリエチレン(A)と、エチレン酢酸ビニル共重合体(B)と、充填剤(C)と、発泡剤(D)と、架橋材(E)とを含有する樹脂組成物を発泡させた樹脂発泡体aであって、低密度ポリエチレン(A)とエチレン酢酸ビニル共重合体(B)との質量比が(A)/(B)=95/5〜90/10である樹脂発泡体aとする。
(もっと読む)
増大したメルトフローを示す無機充填ポリアミドおよびポリエステル組成物の製造方法およびそれから形成された物品
メルトフローの増大した、無機充填ポリアミドおよびポリエステルの製造方法であって、ポリアミドまたはポリエステルが、少なくとも1種の芳香族カルボン酸および/または無水物、無機充填剤、および任意選択的に1種以上の追加の成分と溶融ブレンドされ、芳香族カルボン酸および/または無水物は、ポリアミドまたはポリエステルの融点吸熱の開始温度以下の融点を有する。 (もっと読む)
液晶性樹脂成形品及びその製造方法
【課題】液晶性樹脂が有する機械的物性、特に流動性、弾性率を保持し、面衝撃強度が改善された液晶性樹脂成形品を提供する。
【解決手段】(A) 液晶性樹脂に対して(B) 液晶性樹脂と反応性を有する官能基を持つ重量平均分子量が12000以上あるいはJIS K7210に従って測定したメルトフローレートが10g/10分以下の高分子化合物を2〜15重量%配合した樹脂組成物を射出成形し、成形品全厚みに対する成形品のコア層厚みを28%以下とする。
(もっと読む)
射出成形体の製造方法
【課題】
薄膜状の成形体を、バリの発生を起こさずに安定的に生産する方法を提供する。
【解決手段】
Tg100℃の、ジシクロペンタジエン85重量部とテトラシクロドデセン15重量部との開環重合体水素化物のペレット30重量部と、Tg137℃の、ジシクロペンタジエン38重量部と、テトラシクロドデセン35重量部と、メタノテトラヒドロフルオレン27重量部との開環重合体水素化物のペレットとを混合した後、金型を用いて、縦500mm、横400mm、厚さ0.4mmの成形体を、射出成形により製造する。
(もっと読む)
射出成形体の製造方法
【課題】
薄膜状の成形体を、バリの発生を起こさずに安定的に生産する方法を提供する。
【解決手段】
Tg100℃の、ジシクロペンタジエン85重量部とテトラシクロドデセン15重量部との開環重合体水素化物のペレット30重量部と、Tg137℃の、ジシクロペンタジエン38重量部と、テトラシクロドデセン35重量部と、メタノテトラヒドロフルオレン27重量部との開環重合体水素化物のペレットとを混合した後、金型を用いて、縦500mm、横400mm、厚さ0.4mmの成形体を、射出成形により製造する。
(もっと読む)
樹脂発泡成形体の製造方法および樹脂発泡成形体

【課題】吸音性の良好な樹脂発泡成形体の製造効率を向上させることを課題とする。
【解決手段】成形型20,30の少なくとも一方の成形面21,31に一般面23,33と該一般面より高温となる昇温部24とを少なくとも設け、成形型20,30を離間させることにより一般面23,33に接した表面に非発泡のスキン層M16を形成しながら昇温部24に接した表面に通気孔(開孔)M16aを形成して樹脂発泡成形体M10を成形する。成形型20,30の少なくとも一方の成形面21,31に一般面23,33と昇温部24とを断熱する断熱材(断熱構造)26をさらに設けてもよい。昇温部24を一般面23,33よりもキャビティC1に向けて突出させた形状としてもよい。
(もっと読む)
射出発泡成形装置および射出発泡成形方法
【課題】簡単な構成で、可塑化能力を低下させたり過度のせん断を与えることなく、成形材料を適切に可塑化でき、また、ガスを逆流させることなく、成形材料をガスと適切に混合することが可能な射出発泡成形装置および射出発泡成形方法を提供する。
【解決手段】射出発泡成形装置は、供給された成形材料を可塑化する可塑化シリンダ1と、可塑化された成形材料にガスを混合する混合シリンダ2と、混合シリンダ2にガスを供給するガス供給手段3と、可塑化シリンダ1から可塑化された成形材料を混合シリンダ2に連通させる連通部4と、ガスが混合された成形材料を成形型9に射出する射出装置5とを備え、可塑化シリンダ1と混合シリンダ2が、それぞれ、スクリュ10、20を軸周りに制御可能に回転駆動するモータ11、21とを有し、また、連通部4に設けられたチェック弁6と、少なくとも可塑化シリンダ1の背圧を制御する背圧制御弁7と、を有している。
(もっと読む)
ポリプロピレン樹脂組成物およびその射出成形体
【課題】耐熱性、ロックウェル硬度および延性に優れるポリプロピレン樹脂組成物およびそれからなる射出成形体を提供する。
【解決手段】メルトフローレートが2〜90g/10分であるプロピレン単独重合体またはプロピレン共重合体86〜95重量%と、密度が0.885〜0.850g/cm3であり、メルトフローレートが1〜50g/10分であるプロピレンとα−オレフィンから選ばれるオレフィンと、エチレンとの共重合体)5〜14重量%とを含有する樹脂混合物100重量部と、造核剤0.03〜2重量部とを含むポリプロピレン樹脂組成物およびその射出成形体。
(もっと読む)
クリーニングピストンにおける連行防止手段を備えたミキシングヘッド
本発明は、反応し合う少なくとも2つのプラスチック成分から成る反応性材料混合物を処理するためのミキシングヘッドであって、ミキシングチャンバを備えたミキシング装置(12)が設けられており、該ミキシングチャンバ内で、クリーニングピストン(18)が、可逆式で往復運動式に配置されている形式のものに関する。クリーニングピストン(18’’’)に沿ってプラスチック材料成長するのを防止するために、クリーニングピストンまたはクリーニングピストンと結合されたシャフトが、クリーニングピストンまたはシャフトを周方向で包囲する厚み部(22)または直径拡張部を備えており、厚み部(22)または拡張部が、プラスチック成分または材料混合物の連行防止手段として作用する。  (もっと読む)
(もっと読む)
1,071 - 1,080 / 1,429
[ Back to top ]