
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,061 - 1,070 / 1,429
成形方法及び成形品
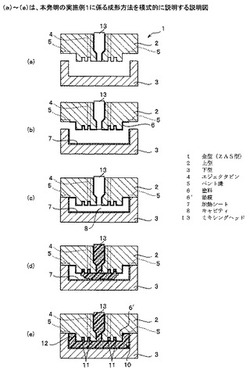
【課題】成形時にボイドの発生を防ぎ、外側表面と凹凸を有する内側表面とに塗膜を備えた成形品を簡便にかつ低コストで成形することが可能な成形方法を提供する。
【解決手段】作業機械の外装部材として用いられ、リブ等の凹凸を有する内側表面となる第1面と、外側表面となる第2面とに塗膜を備える成形品(10)を成形する方法であって、前記第1面を成形可能な上型(2,2')と、前記第2面を成形可能な下型(3,3')とを作製すること、前記上型(2,2')のキャビティ面に塗料(6)を塗布すること、前記上型(2,2')と前記下型(3,3')とを型締すること、ポリオールと、ポリアミンと、水とを混合して第1混合原料を調製すること、前記第1混合原料にポリイソシアネートを混合して第2混合原料(9)を調製すると同時にキャビティ(8)内に注入し、反応射出成形法によりウレタンウレア樹脂からなる成形品(10)を発泡成形し、前記塗料(6)を成形品(10)に転写することを含む成形方法。
(もっと読む)
発泡樹脂成形品の製造方法

【課題】発泡樹脂成形品の外観性を向上させることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】発泡樹脂成形品の成形に際し、熱可塑性マトリックス樹脂11と、熱可塑性マトリックス樹脂の溶融張力より高い溶融張力を有する発泡剤マスターバッチ12とを混練溶融させ、混練溶融された熱可塑性マトリックス樹脂と発泡剤マスターバッチとからなる発泡樹脂25を成形型5内に注入し、成形型内において上記発泡樹脂を発泡成形させることを特徴とする。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】低コストで製造でき、物性の高い発泡樹脂を含む自動車用内装部品及びその製造方法を提供する。
【解決手段】固定型11と、可動型12と、この可動型12に備えられる可動治具16と、を有する射出成形装置10を用いてドアトリム基材40を製造する。先ず、固定型11と可動型12との間に形成されるキャビティ13内に発泡樹脂42を射出する。そして、可動型12を退避させることにより発泡樹脂42を膨張させる。次に、発泡樹脂42が所定の厚みとなるように退避させた可動型12をキャビティ13側に移動させ、発泡樹脂42を圧縮させて非発泡樹脂41と一体成形する。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】繊維強化樹脂成形品において、繊維が糸玉状になることを抑制し、繊維による補強効果を効果的に得ることができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維Fと、第1の熱可塑性マトリックス樹脂M1と、該第1の熱可塑性マトリックス樹脂よりも最低成形可能温度が高い第2の熱可塑性マトリックス樹脂M2とを含有する繊維強化樹脂成形品Pの製造方法は、繊維を第2の熱可塑性マトリックス樹脂によりコーティングし、第2の熱可塑性マトリックス樹脂によりコーティングされた繊維と第1の熱可塑性マトリックス樹脂とを、第2の熱可塑性マトリックス樹脂の最低成形可能温度未満、かつ第1の熱可塑性マトリックス樹脂の最低成形可能温度以上の温度で混練し成形することを特徴とする。また、上記繊維強化樹脂成形品の製造方法では、複数の繊維からなる繊維束が第2の熱可塑性マトリックス樹脂によりコーティングされる。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法
【課題】シルバーストリークと呼ばれる外観不良が改良され、かつ発泡状態が均一な熱可塑性樹脂発泡成形体の製造方法を提供する。
【解決手段】以下の工程を含む熱可塑性樹脂発泡成形体の製造方法。
(1)一対の金型を型閉めして形成される金型キャビティ内の圧力を、0.04MPa以下にする工程
(2)圧力が0.04MPa以下の前記金型キャビティ内に、前記発泡剤を含有させた溶融状熱可塑性樹脂を、式(1)で表される充填率Rが80%以上となるように供給し、該金型キャビティ内を前記発泡剤を含有させた溶融状熱可塑性樹脂により充填する工程
R=(W1/W2)×100 式(1)
(3)所望の熱可塑性樹脂発泡成形体形状となるまで金型キャビティ容積を増加させる工程
(4)金型を開き、熱可塑性樹脂発泡成形体を取り出す工程
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】繊維強化樹脂成形品において、繊維が糸玉状になることを抑制し、繊維による補強効果を効果的に得ることができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】繊維2と樹脂3とを組み合わせ繊維により強化された繊維強化樹脂から成形されてなる繊維強化樹脂成形品1の製造方法は、繊維と樹脂とを混練させる混練ステップと、該混練ステップの後に、繊維を延伸させる延伸ステップとを備え、延伸ステップは、成形型内において繊維を延伸させる延伸力Fを付与することにより行われることを特徴とする。また、繊維強化樹脂成形品の製造方法は、混練ステップの前に、繊維又は樹脂に発泡剤を含ませることを特徴とする。
(もっと読む)
軟架橋性ポリウレタン材料
本発明は、ポリオール成分とイソシアネート成分から成るポリウレタンエラストマー用架橋性組成物であって、該ポリオール成分が30〜80重量%のポリエーテルジオール及び/又はポリエステルジオール、10〜40重量%の少なくとも3個のOH基を有するポリオール及び1〜50重量%のイソシアネート−反応性基を有する単官能性化合物を含有し、該イソシアネート成分が少なくとも3官能性のイソシアネートを含有する該架橋性組成物(但し、NCO/OH比は0.9〜1.2である)に関する。本発明は、対応する架橋ポリウレタンエラストマーの成形体としての使用にも関する。 (もっと読む)
ポリ乳酸系樹脂組成物、これを用いた成形品および製造方法
【課題】 従来技術に比べてきわめて優れた耐熱性を有するとともに、成形加工性および耐衝撃性を満足するポリ乳酸系組成物を提供すること。
【解決手段】 (A)ポリ乳酸系樹脂40〜93質量部および(B)ポリブチレンテレフタレート60〜7質量部からなる混合物100質量部に対し、(C)コアシェルポリマー5〜100質量部および(D)繊維5〜100質量部を配合したことを特徴とするポリ乳酸系樹脂組成物、これを用いた成形品および該組成物を射出成形する製造方法。
(もっと読む)
熱可塑性樹脂発泡成形体の製造方法および成形体
【課題】立壁部を有する形状の成形体の成形において、薄肉射出充填が可能で高発泡倍率で軽量性に優れ、かつ成形体全体でボイドや凹みのない、剛性、表面平滑性に優れた、特に箱形状の発泡成形体を容易に得られる製造方法を提供すること。
【解決手段】熱可塑性樹脂と発泡剤からなる溶融混合物7を金型に射出して発泡成形体を製造する方法において、その一部を型開き方向および型開き方向以外の方向に摺動可能な構造を有する金型を用いて、該摺動部をキャビティクリアランスt0に調整した状態で金型内に溶融混合物7を2秒以内で射出充填したのちに、金型の一部を型開き方向および型開き方向以外の方向に後退させ、表面に片側の厚みが100μm以上、両側の厚みの合計がt0×0.8mm以下の非発泡層を形成させる。
(もっと読む)
ポリアミド樹脂成形品
【課題】耐熱性、寸法安定性に優れ、吸水速度が低減されるポリアミド樹脂成形品を提供する。
【解決手段】JIS K6920−2に従って、98%硫酸にて測定した相対粘度が2.7以下の低分子量ポリアミド樹脂(A)100質量部に対して、少なくとも2個の重合性官能基を有する有機化合物(B)1〜10質量部、粒子径が0.1〜20μmのタルク、窒化ホウ素から選ばれる少なくとも1種類以上の充填材(C)100〜5000ppm、リン系熱安定剤(D)0.01〜10質量部からなる樹脂組成物を、所望の形状に射出成形した後、照射架橋して得られる23℃、98%硫酸に実質的に不溶解である厚み10mm以下のポリアミド樹脂成形品。
(もっと読む)
1,061 - 1,070 / 1,429
[ Back to top ]