
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,011 - 1,020 / 1,429
繊維強化熱可塑性樹脂製歯車
【課題】機械的強度が強く、長期間の疲労にも耐え、しかも製造方法が容易で生産コストの経済的な樹脂製歯車を提供する。
【解決手段】繊維強化熱可塑性樹脂製歯車において、歯の部分に重量平均繊維長が0.5mm以上である強化繊維を配向させる。また、強化繊維がガラス繊維、玄武岩繊維又は炭素繊維から選ばれた少なくとも1つの繊維を含み、熱可塑性樹脂がポリアミド樹脂、ポリオレフィン樹脂又はポリウレタン樹脂から選ばれた少なくとも1つの樹脂を含むことを特徴とする。
(もっと読む)
反応射出成形方法
【課題】モリブデン化合物メタセシス重合触媒を用いてメタセシス重合性組成物から反応射出成形体を得るに際し、大型で複雑な形状の成形体であっても、成形後の離型が容易な成形体を簡便に得る方法を提供する。
【解決手段】メタセシス重合性環状オレフィンを金型内でモリブデン化合物重合触媒を用いてメタセシス重合させる反応射出成形方法であって、メタセシス重合性環状オレフィンを金型内に注入するに当り、メタセシス重合性環状オレフィン、メタセシス重合触媒及びメタセシス重合性環状オレフィン100重量部当たり5〜20重量部の老化防止剤を含有してなるB液とメタセシス重合性環状オレフィン及びメタセシス重合触媒活性化剤を含有し老化防止剤を含有しないA液とを混合して得られる反応混合液を金型内に注入する。
(もっと読む)
プロピレン系樹脂成形体及びその製造方法
【課題】剛性及び衝撃強度に優れるプロピレン系樹脂成形体及びその製造方法を提供する。
【解決手段】下記の要件(1)から要件(4)を満足するプロピレン系樹脂成形体とした。
要件(1)Lc/La≦1.50、要件(2)Lc≧10.0、要件(3)F1≧0.07、要件(4)F2≧0.06〔上記要件(1)から要件(4)において、Laは、小角X線散乱プロファイルから算出した長周期間隔と、示差走査熱量分析により測定した融解熱量を用いて算出した結晶化度と、を用いて算出した結晶ラメラ間距離(単位:nm)を表し、Lcは、前記結晶ラメラ間距離と前記長周期間隔より算出した結晶ラメラの厚み(単位:nm)を示し、F1は、997cm-1で測定した赤外二色比により算出した配向度を示し、F2は、973cm-1で測定した赤外二色比により算出した配向度を示す。〕
(もっと読む)
繊維強化樹脂成形品の成形方法及び成形装置

【課題】繊維強化樹脂成形品の成形技術において、混合物(樹脂、強化繊維、物理発泡剤)を高圧に維持して成形金型のキャビティに射出し、強化繊維の損傷を防止し、物理発泡剤の樹脂への分散混練を確実に行い、物理発泡剤による適正な発泡を行い、一様に微細に発泡させた軽量の且つ所期の強度・剛性を有する繊維強化樹脂成形品を成形すること。
【解決手段】樹脂導入工程において、スクリュー3を後退且つ回転させながら、射出用シリンダ4のうちスクリュー3の前端側部分のチェックリング20の前側の計量樹脂溜め部27内にチェックリング20の後側の可塑化混練部内26で可塑化混練された樹脂15と強化繊維16を導入し、発泡剤注入分散促進工程において、樹脂導入工程の実行中又は実行後に、計量樹脂溜め部27内に物理発泡剤17を注入すると共に、この物理発泡剤17の樹脂15への分散混練を促進する。
(もっと読む)
直ボス成形法とその成形品
【課題】本発明の解決しようとする問題点は、樹脂射出成形法において製品外観裏面にボス部を設けた場合、その部分のヒケを防止するためにボス根元部の肉厚を薄くする必要からスライド構造を持つ「箱ボス」構造が必須である点にある。さらにボス部はその折曲げ強度が弱くボス部にビス等をねじ込んで組み立ててもボス部の根元部が破損しやすい点である。
【解決手段】本発明は、鋳抜きピンとガスアシスト成形法とを用いヒケや湯ジワがなく折り曲げ強度の強いすなわち抗折性ボス部を成形することを特徴とする。さらにガスアシスト法を採用しボス部根元部にRをつけたりリブをつけたりすることにより抗折性を上げるものである。
(もっと読む)
射出成形又は押出成形のためのマスターバッチの製造方法
射出成形又は押出成形のためのマスターバッチを製造する方法である。本発明は、射出成形又は押出成形のための供給原料を調製する方法に関し、有機、特にポリマーバインダーで混合された無機粉末からなる。この方法は、無機粉末の構成粒子は、ポリマーバインダーとそれらの混合の前に、粒状化工程を経る。 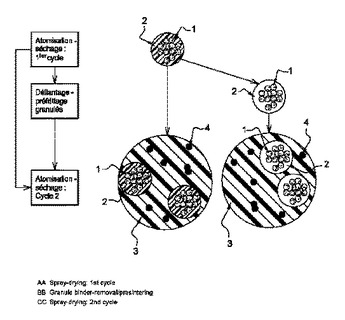 (もっと読む)
(もっと読む)
射出発泡成形機及び射出発泡成形方法
【課題】金型キャビティの内側間隔が決まり、正確な成形品が得られる射出発泡成形機及び射出発泡成形方法を提供する。
【解決手段】可動ダイプレート4を固定ダイプレート2に対して移動し型締めする型締手段と、固定ダイプレート2に取付けられた固定側金型と、可動ダイプレート3に取付けられた可動側金型と、前記両ダイプレート2、3の間隔を広げる複数の駆動手段50と、該駆動手段50により可動ダイプレート3が移動する距離を調整するダイプレート間隔調整手段60とを備えたこと。
(もっと読む)
艶消し金属調表面を有する樹脂成形体及び金属薄膜形成基材用樹脂成形体
【課題】金属加工の分野で知られている金属表面をサンドブラストして得られる艶消し金属表面や、金属表面をヘアライン加工して得られる艶消し金属表面のような、金属を削りだして得られるような外観の艶消し金属調表面を備えた樹脂成形体を提供することを課題とする。
【解決手段】艶消し金属調表面を有する樹脂成形体であって、前記艶消し金属調表面が、中心線平均粗さ(Ra)が5〜50μmで、且つ、粗さ曲線における斜面の算術平均傾斜(Δa)が30度以上である微細な凹凸形状を有する金属薄膜表面により形成されていることを特徴とする艶消し金属調表面を有する樹脂成形体を用いる。
(もっと読む)
樹脂成形品
【課題】ボス部のタッピングネジ挿入穴内周面に亀裂が発生しないようにする。
【解決手段】ボス部27及びプレート本体19に、成形型49のキャビティ51内に射出充填した発泡層形成物質入り熱可塑性樹脂Rの成形型49の成形面45a,47a近傍にスキン層29が生成された時点で、キャビティ容積を拡大させて熱可塑性樹脂を発泡させることにより、樹脂密度の高いスキン層29を表面に形成するとともに多数の空隙を有しスキン層29に比べて樹脂密度の低い発泡層31を内部に形成する。ボス部27のタッピングネジ挿入穴27aの開口部27b近傍に、スキン層29よりも厚肉のソリッド層33を形成する。
(もっと読む)
一段階射出−延伸−ブロー成形における延伸/ブロー条件
【課題】メルトインデックスが1.5〜3dg/分で、エチレン含有量がRCPの重量の6重量%以下であるプロピレンとエチレンとのランダム共重合体(RCP)と、必要に応じて用いられる核剤および/または清澄剤とを含む樹脂を用いて、1段階の射出−延伸−ブロー成形で容器を製造する方法。
【解決手段】プレフォームの射出温度Tinjは200〜270℃で、延伸およびブロー温度Tsbは15℃以下の非常に狭い範囲ΔT内に限定され、延伸/ブロー温度Tsbはプレフォームの射出温度Tinjを用いてTsb=105+0.27×(Tinj−200)で表わされる。
(もっと読む)
1,011 - 1,020 / 1,429
[ Back to top ]