
国際特許分類[B29C45/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998)
国際特許分類[B29C45/00]の下位に属する分類
トランスファー成形,即ち所要量の成形材料をプランジャによってショットキャビティから型キャビティへ移送するもの (265)
射出成形機 (327)
あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
多層または多色物品の製造 (1,007)
構成部品,細部または付属装置;補助操作 (10,151)
国際特許分類[B29C45/00]に分類される特許
1,151 - 1,160 / 1,429
成形品の形成方法、および、それによって形成された成形品

【課題】液状の材料を用いてなおかつ、生産性を低下させることのない成形品を形成方法を提供する。
【解決手段】本発明に係る成形品の形成方法は、材料として紫外線硬化型組成物を用い、紫外線を、キャビティ16の表面の少なくとも一部を構成する透明体17を通して、キャビティ16内に充填されている組成物に照射し硬化させる。
(もっと読む)
特定の組合せのインヘレント粘度と中程度のガラス転移温度を有するシクロブタンジオールを含むポリエステル組成物及びそれから製造される物品
(a)テレフタル酸残基;場合によっては、芳香族ジカルボン酸残基又は脂肪族ジカルボン酸残基を含むジカルボン酸成分;2,2,4,4−テトラメチル−1,3−シクロブタンジオール残基;及びシクロヘキサンジメタノール残基を含むポリエステルが記載される。このポリエステルからは、繊維、フィルム、ボトル又はシートのような物品を製造できる。 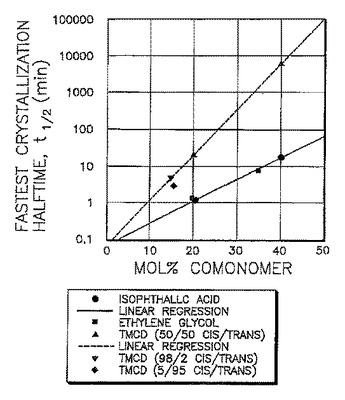 (もっと読む)
(もっと読む)
ガラス繊維強化難燃性樹脂組成物からなる鏡筒
【課題】扁平断面ガラス繊維で強化された熱可塑性樹脂を基体として、機械的強度、低異方性、流動性に優れ、良好な難燃性とを有する鏡筒を提供するを提供する。
【解決手段】芳香族ポリカーボネート樹脂(A−1成分)よりなる熱可塑性樹脂(A成分)40〜99重量%および繊維断面の長径の平均値が10〜50μm、長径と短径の比(長径/短径)の平均値が1.5〜8である扁平断面ガラス繊維(B−1成分)よりなる強化充填材(B成分)1〜60重量%の合計100重量部に対し、有機リン酸エステル系難燃剤(C成分)1〜30重量部および/または有機スルホン酸アルカリ(土類)金属塩(D成分)0.005〜1重量部からなるガラス繊維強化難燃性樹脂樹脂組成物を射出成形してなることを特徴とする鏡筒。
(もっと読む)
炭素長繊維強化樹脂成形品及びその製造方法
【課題】炭素長繊維強化ポリオレフィン系樹脂の強度等の向上。
【解決手段】酸基含有ポリオレフィン系樹脂(A)を、酸基と反応し得る官能基を有するサイジング剤(s)で表面処理された炭素繊維に含浸した炭素長繊維強化樹脂ペレットから射出成形される成形品であって、射出成形時の射出成形機シリンダー温度を250〜300℃として成形する。
(もっと読む)
導電複合材料のための長繊維熱可塑性樹脂の製法及びそれにより形成される複合材料
本発明は、電気的な電磁妨害(EMI)シールドを提供するために導電繊維を含むポリマー製品及びそれらの製造方法に関する。本発明は、押出法への導電繊維の直接射出を介してポリマー材料に導電繊維を含浸することによりシールド材料を形成する方法を含む。本発明は、また、EMIシールドポリマー及びシールドポリマーで形成された部品により電磁シールドされ及び無線周波数である製品を含む。 (もっと読む)
樹脂発泡成形体およびその製造方法

【課題】軽量ながら厚み方向への圧縮力に対して座屈しにくく自動車の内装材として良好な弾性かつ良好な触感を得ることができるとともに、高い吸音性を得ることが可能な樹脂発泡成形体の提供を課題とする。
【解決手段】近接位置L1にあるときの一対の成形型11,12の間の距離を1.0〜10.0mmとし、近接位置L1から離間位置L2までの離間距離を1.0〜50.0mmとして、表面に非発泡のスキン層M16を形成しながら成形型11,12の離間方向D1へ前記離間距離以下で1.0mm以上となるように気泡を連続させて霜柱状に発泡セルM13を伸長させて樹脂発泡成形体M10を成形する。また、キャビティに充填された樹脂成形材料内で前記離間方向とは垂直な方向D2へ該離間方向の温度分布を異ならせて成形型を離間11,12させることにより前記温度分布の異なりに応じた空洞を内部に形成して樹脂発泡成形体を成形する。
(もっと読む)
射出成形用のポリプロピレン
以下の特性:(a)120g/10分〜400g/10分の間のメルトフローレート(MFR)(ISO 1133)(230℃/2.16kg);(b)4より低い分子量分布Mw/Mn;(c)ASTM D1003にしたがって測定して5%〜30%の間の曇り度;及び(d)ISO 178にしたがって測定して1750N/m2〜2300N/m2の間の48時間後の曲げ弾性率;を有するプロピレンポリマーを含むポリプロピレン樹脂。 (もっと読む)
射出成形体とその製造方法、並びに、射出成形体に用いられるペレット
【課題】植物由来原料を主成分とし、耐熱性を有し、結晶化速度の早い射出成形体を提供すること。
【解決手段】本発明の射出成形体は、(A)乳酸系樹脂、及び、(B)セルロース40質量%〜60質量%とリグニン10質量%〜30質量%とを含有する天然繊維、を含む樹脂組成物であって、(A)乳酸系樹脂と(B)天然繊維とを質量比で99:1〜70:30の割合で含有し、かつ、(A)乳酸系樹脂が、L乳酸:D乳酸=100:0〜97:3、又は、L乳酸:D乳酸=0:100〜3:97である樹脂組成物を用いてなる。
(もっと読む)
吸音パネル
【課題】軽量ながら自動車の内装材として良好な弾性かつ良好な触感が得られるとともに、高い吸音性が得られる吸音パネルの提供を課題とする。
【解決手段】近接位置L1にあるときの一対の成形型11,12の間の距離を1.0〜10.0mmとし、近接位置L1から離間位置L2までの離間距離を1.0〜50.0mmとして、表面に非発泡のスキン層M16を形成しながら成形型11,12の離間方向D1へ前記離間距離以下で1.0mm以上となるように気泡を連続させて霜柱状に発泡セルM13を伸長させて樹脂発泡成形体M10を成形し、得られる樹脂発泡成形体M10のスキン層M16に該スキン層を貫通する通気孔M16aを形成することにより、新規な吸音パネルM100が提供される。キャビティに充填された樹脂成形材料内の温度分布の異なりに応じた空洞M25を内部に形成した樹脂発泡成形体M20を用いてもよい。
(もっと読む)
加圧ガス導入装置、及び、中空部を有する成形品の射出成形方法
【課題】中空部の形成のために必要とされる一定圧力の加圧ガスを確実に導入することを可能にし、しかも、簡素な構造を有する加圧ガス導入装置を提供する。
【解決手段】加圧ガス導入装置は、加圧ガス供給源10と、加圧ガス計量部20と、加圧ガス供給源10から加圧ガス計量部20に加圧ガスを供給するための第1加圧ガス供給路30と、加圧ガス計量部20から金型に設けられたキャビティ内の溶融樹脂内に加圧ガスを導入するための第2加圧ガス供給路32と、加圧ガス計量部20と第1加圧ガス供給路30との間に配置された加圧ガス供給弁31と、加圧ガス計量部20と第2加圧ガス供給路32との間に配置された加圧ガス排出制御弁33から構成され、加圧ガス計量部20は配管から成る。
(もっと読む)
1,151 - 1,160 / 1,429
[ Back to top ]