
国際特許分類[B29C45/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 射出成形機 (327) | 可動金型を用いるもの (130)
国際特許分類[B29C45/04]の下位に属する分類
ターンテーブル上にあるもの (72)
国際特許分類[B29C45/04]に分類される特許
1 - 10 / 58
回転金型支持装置
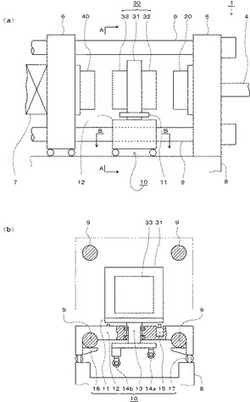
【課題】単層成形用射出成形機を多層成形用射出成形機に転用する場合に、追加改造を少なくすることができる回転金型支持装置を提供する。
【解決手段】射出成形機1の固定盤5と可動盤6との間に配置され、第1案内部9により型開閉方向に移動可能に設けられた第1支持ブロック12と、前記第1支持ブロック12を鉛直方向に貫通する第1回転軸13の一端に固定された第1金型取付部11と、2つの伸縮可能なアクチュエータ14a,14bから構成され、それぞれの一端が、前記第1回転軸13の回転中心線に対して対称に連結され、それぞれの他端が前記固定盤5及び前記可動盤6のいずれか一方に、前記固定盤5及び前記可動盤6の中心線に対して対称に、回転可能に連結され、且つ、2つの前記アクチュエータ14a,14bが、それぞれ異なる水平面上を摺動するように配置された回転金型駆動機構14と、を備えた回転金型支持装置10によって達成される。
(もっと読む)
回転金型支持装置及び多層成形方法

【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
成形装置
【課題】成形装置において、線状部材に成形部品が一体化された部品を、効率的に製造することができるようにする。
【解決手段】成形装置100は、ワイヤーWを送出する送り出しリール6と、ワイヤーWを間欠的に搬送する巻き取りリール7と、ワイヤーWに付加部品部Qを形成するための金型10と、金型10を移動する搬送コンベア4と、搬送コンベア4に金型10を配するとともに、金型10のキャビティS内にワイヤーWを配置する金型準備部と、金型10のキャビティS内に溶湯Mを注入して付加部品部Qを成形する部品成形部20と、搬送コンベア4によって金型離脱位置P2に移動された金型10から付加部品部Qを分離する金型開き用シリンダー13と、を備え、金型準備部が、複数の金型10を搬送コンベア4に順次配することにより、ワイヤーW上の異なる位置に付加部品部Qを順次成形する構成とする。
(もっと読む)
射出成形機および射出成形方法
【課題】簡単な構成で、突き出し装置を設ける位置と、これによる成形の自由度または金型の設計の自由度を向上させることができる射出成形機と、射出成形方法を提供する。
【解決手段】本発明の射出成形機置は、閉じすることにより成形品に応じたキャビティを形成する複数の金型1A−1B,1B−1Cからなる成形型と、各金型1A,1B,1Cをそれぞれ支持する台盤2A,2B,2Cと、この台盤2A,2B,2C、に支持された成形型1A−1B,1B−1Cを開閉する型締装置3と、キャビティに成形材料を射出充填する射出装置4と、任意の金型1A,1B,1Cとこれを支持する台盤2A,2B,2Cとの間に取り付け可能な突き出しブロック5とを備えている。
(もっと読む)
射出成形機およびその成形方法
【課題】
第1の金型が取付け可能な第1の盤と第2の金型が取付け可能な第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転され中間金型が取付け可能な回転盤が設けられた射出成形機およびその成形方法に関し、特には第1の盤または第2の盤の少なくとも一方に突出装置が設けられたものにおいて、一般的な成形品の成形することも可能とする。
【解決手段】 第1の金型21が取付け可能な第1の盤22と第2の金型23が取付け可能な第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転され中間金型20,20が取付け可能な回転盤18が設けられた射出成形機11において、前記第1の盤22または第2の盤24の少なくとも一方には突出装置30,31が設けられるとともに、前記回転盤18には突出装置30,31によって作動されるロッド51が挿通される孔52を設ける。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
射出成形機の金型開閉装置および金型開閉方法
【課題】取出機を用いなくても成形品が金型から所定の位置に容易に排出される構造とした金型開閉装置と、成形品を金型から所定の位置に容易に排出させる金型開閉方法を提供すること。
【解決手段】金型20の上型22を下型24に対して離接する射出成形機10の金型開閉装置12であって、下型24を着脱自在に保持する下型保持盤32と、上型22を着脱自在に保持する上型保持盤31と、上型保持盤31を昇降する上型保持盤昇降機構33と、下型保持盤32を回動する駆動モータ35とを有する。
(もっと読む)
複数の金型を使用する樹脂成形方法
【課題】射出成形機を金型搬送ライン内に設置して複数の金型を各ステーションに順次移送して樹脂成形品を成形する樹脂成形方法において、各金型において成形品の品質が安定した射出成形を可能にし、パージ作業直後の捨て射ちの無い成形を可能にする樹脂成形方法を提供する。
【解決手段】射出成形機のパージを実行後に最初の金型を前記射出成形機に取付けて第1の射出成形を実行し、別な金型を前記射出成形機に取付けて射出成形を実行した後に取外す同様な工程を複数回繰り返す樹脂成形方法において、射出成形条件がマップとして、前記射出成形機を制御する制御装置に記憶されており、前記マップは、第1の射出成形条件を予め設定された射出成形条件とし、第1を含まない第Nの射出成形条件を、第(N−1)の経過時間に基づいた射出成形条件とするデータマップであることを特徴とする樹脂成形方法。
(もっと読む)
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
二材成形用射出成形機
【課題】ケーブルベアの設置場所を小さく、収まりよくすることで、温度調整用熱媒体配管、電気配線などの反転型盤に接続される部材のサイズ、容量の増大、本数増加によるケーブルベアのサイズアップを容易にし、また、反転盤の正逆回転時にもケーブルベアの屈曲抵抗が小さくなる構造とすることで、衝撃や騒音が少なく寿命が長いケーブルベア装置を備えた射出成型機を提供する。
【解決手段】反転型盤と一体で且つ反転台7の下面まで反転台7を貫通したケーブルベア支持部材と、該ケーブルベア支持部材側に一端を固定し他端を前記反転台側に固定したケーブルベアとを設置し、ケーブルベアが前記反転型盤の反転に伴い、ケーブルベアの最小屈曲半径で、且つ、ケーブルベアが前記ケーブルベア支持部材に接触せずに巻き取られるようにした。
(もっと読む)
1 - 10 / 58
[ Back to top ]