
国際特許分類[B29C45/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
国際特許分類[B29C45/14]に分類される特許
21 - 30 / 2,819
樹脂プーリ
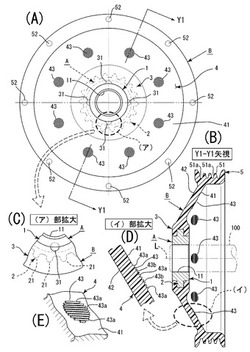
【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
(もっと読む)
合成樹脂製管

【課題】 半割れ体を組み立てて構成される合成樹脂管において、管体のシール性を高める。
【解決手段】 合成樹脂製管1は管の中間部分を所定の分割面で分割し対をなす合成樹脂製半割れ体11,12として形成し、前記半割れ体同士が接合されるべき接合部を、熱可塑性の二次樹脂によって接合一体化した合成樹脂製管である。半割れ体11,12への分割は、管の当該部分の中心軸の一部と平行な平面状の分割面PLによってなされると共に、前記接合部が閉じた環状をなすようにされ、二次樹脂が接合部の外周全体を取り囲むように射出成形されて環状の結合帯13とされている。
(もっと読む)
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法
【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
インモールドラベル成形用のラベル形成装置及びラベル形成方法
【課題】ラベルの形成を長時間に亘って連続して行うことができ、ラベル形成作業を効率的に行う。また、形成しようとするラベルに応じた打抜形成部を用意して交換する必要がなく、ラベル形成コストが低減する。
【解決手段】ラベル形成領域に移送されたラベルシートの各ラベル図柄に対してレーザ光発振手段から出力されるレーザ光をレーザ光走査手段によりラベル図柄の外形に沿って出力して溶融切断することによりラベルを形成する。
(もっと読む)
ラックアンドピニオン式ステアリング装置
【課題】必要な強度や剛性を確保しつつ、軽量化することができるステアリングギヤのハウジングを有するステアリング装置を提供する。
【解決手段】ハウジング10は、ラック軸を覆う中空円筒部30と、該中空円筒部30の軸方向一方側に設けられ、ピニオン軸を支持するピニオン挿入用の円柱状ボス11と、中空円筒部30の周囲に設けられ、車体フレームに取付可能な取付け部13,21と、を有する。そして、中空円筒部30は、炭素繊維からなる連続繊維強化樹脂Aによって構成され、円柱状ボス11及び取付け部13,21は、長繊維強化樹脂B,C,Dによって構成される。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
細胞培養容器の製造方法
【課題】本発明は、機能性有機化合物層を有する機能性基体と、容器本体部材との、超音波溶着や射出成形などの熱及び圧力を伴う接合方法において、機能性有機化合物層の機能を維持しながら接合する技術を提供する。
【解決手段】本発明の方法の第一の実施形態は、樹脂製の容器本体部材(101、102、103、105、106)と、樹脂製の基材層(502)及び機能性有機化合物層(501)を備える機能性基体(140)とを、前記部材の表面と、機能性基体の基材層又は機能性有機化合物層の周縁部(640又は610)の表面とが接する部位において、超音波溶融、インモールド成形等の手段により、樹脂を溶融一体化して接合する工程を含む。
(もっと読む)
モールディング装置
【課題】半導体装置を覆う樹脂の融解むらを低減するモールディング装置を提供する。
【解決手段】融解したモールディング材料が流し込まれる型と、型に設けられ、融解する前の固形のモールディング材料が設置されるセットポッドと、モールディング材料を融解させる温度に熱せられ、モールディング材料を型に押し込むプランジャと、プランジャの固体のモールディング材料に接する面から前記モールディング材料側に突出可能に設けられた持ち上げ部材と、を備えるモールディング装置。
(もっと読む)
突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法
【課題】突板のパターンが細かくなった場合でも、突板とベースフィルムとの接着が強固な突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法を提供する。
【解決手段】突板インサート用フィルムは、ベースフィルムと、ホットメルト接着剤層を介して前記ベースフィルムの一方の面に接着された、所定のパターンを有する突板と、を備え、前記ホットメルト接着剤層は、前記ベースフィルムと前記突板との接着部分の周囲にはみ出したはみ出し部分を有する。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、プレボードP1を成形型50によってプレス成形することでトリムボード20を成形する基材成形工程と、成形型50によってトリムボード20がプレスされた状態で、上型における下型との対向面61Aに形成されたランナー67内に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、上型における下型との対向面61Aには、ランナー67に隣接する形で溝部76,77が形成され、基材成形工程では、成形型50によってプレボードP1がプレスされた際に、プレボードP1を構成する熱可塑性樹脂を含む材料の一部が溝部76,77に入り込むことを特徴とする。
(もっと読む)
21 - 30 / 2,819
[ Back to top ]