
国際特許分類[B29C45/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
国際特許分類[B29C45/14]に分類される特許
31 - 40 / 2,819
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
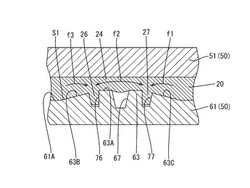
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、プレボードP1を成形型50によってプレス成形することでトリムボード20を成形する基材成形工程と、成形型50によってトリムボード20がプレスされた状態で、上型における下型との対向面61Aに形成されたランナー67内に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、上型における下型との対向面61Aには、ランナー67に隣接する形で溝部76,77が形成され、基材成形工程では、成形型50によってプレボードP1がプレスされた際に、プレボードP1を構成する熱可塑性樹脂を含む材料の一部が溝部76,77に入り込むことを特徴とする。
(もっと読む)
接着体の製造方法

【課題】インサート部品の温度が30〜150℃という比較的低温の状態でも、インサート部品と熱可塑性重合体組成物とを強固に接合させ得る、インサート成形による接着体の製造方法を提供すること。
【解決手段】インサート部品を保持した金型へ熱可塑性重合体組成物を充填して成形するインサート成形による接着体の製造方法であって、熱芳香族ビニル化合物単位を含有する重合体ブロックと共役ジエン化合物単位を含有する重合体ブロックとを有するブロック共重合体またはその水素添加物である熱可塑性エラストマー(A)100質量部に対して、ポリビニルアセタール樹脂(B)1〜100質量部、極性基含有オレフィン系共重合体(C)5〜100質量部および軟化剤(D)0.1〜300質量部とを含有する熱可塑性重合体組成物を用い、かつインサート成形時のインサート部品4の温度を30〜150℃にする、接着体の製造方法。
(もっと読む)
アルミ基材及びアルミ樹脂接合体の製造方法
【課題】アルミ基材と樹脂成形体との間において優れた接合強度を有するアルミ樹脂接合体の製造方法を提供する。
【解決手段】アルミニウム又はアルミニウム合金からなるアルミ基材の表面の一部又は全面を、塩化銅を含有する塩化銅水溶液でエッチング処理し、次いで、水酸化アルカリ水溶液を用いてアルカリ処理し、その後、酸水溶液を用いて酸処理して、このアルミ基材の表面に凹凸構造が形成された表面処理済アルミ基材、及びこれに樹脂成形体を接合させたアルミ樹脂接合体を製造する方法である。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
被覆体を有する樹脂成形品
【課題】被覆体の突出部をガーニッシュ本体の裏側へと巻き込んで固定する作業がより容易な被覆体を有するピラーガーニッシュを提供する。
【解決手段】被覆体13のガーニッシュ本体12の表側の縁部から突出する突出部31の裏側に係止部14を樹脂により設ける。ガーニッシュ本体12の裏側に係止受部15を設ける。係止部14をガーニッシュ本体12の裏側へと折り返して係止受部15に係止する。被覆体13の突出部31をガーニッシュ本体12の裏側へと巻き込んで固定する作業をより容易にできる。
(もっと読む)
成形構造体及び成形構造体の製造方法
【課題】成形体成形時に溶融樹脂が接合部の周囲に達する事態を抑制することで、意匠性の低下を抑制するとともに、基材において成形体との接合部周辺の強度を高くすることが可能な成形構造体を提供する。
【解決手段】熱可塑性樹脂を含むトリムボード20と、トリムボード20上に溶融樹脂を射出することで、トリムボード20と接合された状態で成形されたブラケット30と、を備えたドアトリム10であって、トリムボード20において、ブラケット30との接合部21の周囲に位置する第1周囲部22は、第1周囲部22の周囲に位置する第2周囲部23に比して密度が高い高密度部とされることを特徴とする。
(もっと読む)
インサート成形用接着積層体
【課題】インサート成形時における溶融樹脂のインジェクション圧力により金属インサート部材表面に積層した接着剤が押し流されるのを防止し、インサート部材と射出樹脂との良好な接着性が形成できるインサート成形用接着積層体を提供することを目的する。
【解決手段】ポリオレフィン系樹脂に極性基を導入した変性ポリオレフィン系樹脂組成物からなるホットメルト接着フィルムを布に予め含浸させておいた接着層を金属インサート部材に積層してインサート成形を行なうことにより上記課題が解決されることを見出した。
(もっと読む)
成形構造体の製造方法、及び成形構造体
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】外部への開口を有する取付ボス成形空間S2が形成された成形型50に対し、取付ボス成形空間S2の開口を閉塞する形でトリムボード20を配置する基材配置工程と、基材配置工程に続いて行われ、成形型50に設けられたゲート62から、取付ボス成形空間S2内に溶融樹脂を射出することで、トリムボード20と接合された状態で取付ボス30を成形する成形体成形工程と、を備え、成形体成形工程において、取付ボス成形空間S2と連通する形で成形型50に形成された充填確認部成形空間S3に溶融樹脂の一部が流動することで、取付ボス成形空間S2内への溶融樹脂の充填を確認することが可能な樹脂充填確認部35が取付ボス30と一体的に成形されることを特徴とする。
(もっと読む)
インサート成形用積層接着フィルム
【課題】本発明は、変性ポリオレフィン系樹脂からなる接着剤(接着フィルム)と、ポリフェニレンサルファイド系樹脂フィルムを積層したインサート成形用積層接着フィルムに関し、VOCフリーで生産性の高い方法により金属部材上にポリフェニレンサルファイド系樹脂と接着性良好な接着層を形成しうる接着フィルムを提供することを目的としている。
【解決手段】エチレン性二重結合および極性基を同一分子内に含む単量体を用いてグラフト変性した変性ポリオレフィン系樹脂からなる接着剤(接着フィルム)と、ポリフェニレンサルファイド系樹脂フィルムが積層されたインサート成形用積層接着フィルム。
(もっと読む)
複合成形品
【課題】金属とポリオレフィン系樹脂とを反応性接着剤を使用して接合する方法では、接着剤の保管や接着剤の塗布工程の管理のために所定の設備が必要になり、このような設備を有さない場合には製品の接合強度の安定化が得られない。
【解決手段】この発明に係る複合成形品は、金属と樹脂からなる複合成形品であって、金属は樹脂との接合面上の少なくとも一部にスズ化合物を担持し、樹脂は分子の少なくとも一部にヒドロキシル基を有するポリオレフィン系樹脂と1分子中にイソシアネート基を2つ以上有するイソシアネート化合物とを含んで構成される。
(もっと読む)
31 - 40 / 2,819
[ Back to top ]