
国際特許分類[B29C45/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
国際特許分類[B29C45/14]に分類される特許
71 - 80 / 2,819
転がり軸受用保持器およびその製造方法
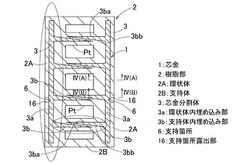
【課題】 保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供する。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
(もっと読む)
運搬補助具及びその製造方法

【課題】ラベルの位置ずれをより確実に防止するとともに、ラベルの損傷の抑制を図ることのできる運搬補助具及びその製造方法を提供する。
【解決手段】箱型容器1を成形する金型装置21のうち、長辺側側壁部8の外面を成形する長側面成形部31には、キャビティ25を画定する成形面において収容凹部32が形成されるとともに、収容凹部32に嵌入される移動ブロック41が設けられている。移動ブロック41には、キャビティ25の空気を吸引可能とし、移動ブロック41の成形面にラベル11を吸着させるためのスリット35が形成されている。また、移動ブロック41は、当該移動ブロック41の成形面に吸着されたラベル11の全体が前記収容凹部32の内側に位置する退避位置と、移動ブロック41の成形面に吸着されたラベル11の全体が収容凹部32の外側に位置する成形位置との間を変位可能に構成されている。
(もっと読む)
成形部品、電子機器及び成形部品の製造方法
【課題】成形品質、耐久性に優れた成形部品、これを筐体に用いた電子機器、及び当該成形部品の製造方法を提供すること。
【解決手段】本技術の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
(もっと読む)
運搬補助具及びその製造方法
【課題】ラベルの位置ずれをより確実に防止することのできる運搬補助具及びその製造方法を提供する。
【解決手段】箱型容器1は、箱型容器1を成形する金型装置21のうち、長辺側側壁部8の外面を成形する成形面に対して、表面に所定の情報が印刷されたラベル11を設置するとともに、当該ラベル11を、成形面において枠状に形成されたスリット26を介して吸引装置で吸引保持してから、キャビティ25に対して溶融樹脂を充填し、固化させることで形成される。また、箱型容器1の成形に際して、ラベル11は、その外周側の部位がスリット26から外周側へ2.0mm程度はみ出すようにして設置される。
(もっと読む)
射出成形された多層グレージング
【課題】溶融ポリマー材料の射出後および冷却後に、その結果得られる多層パネルが、適切な従来の安全グレージングのいずれの用途においても使用されうる安全パネルとして機能するように配置される、2つの剛性基板の間に、ポリマー中間層を直接形成するために、射出成形を使用することを対象とする。
【解決手段】方法は、安全グレージングにおいて通常見られる、グレージング基板の比較的狭い空間へのポリマーの射出を容易にするために、比較的低分子量のポリマー、多数の射出点、鋳型の圧縮および/または加熱された基板を利用する。
(もっと読む)
射出成形方法
【課題】容器に機能付与材を有するシート体をインサート成形した場合であっても、機能付与材の剥がれや、該機能付与材の構成成分が液体等に溶出することを防止することができる射出成形方法を提供する。
【解決手段】シート体16が埋め込まれた成形品を作製する射出成形方法であって、第1金型30のキャビティ面32にシート体16を設置する第1ステップと、第1金型30と成形材料12の注入部36を有する第2金型38とを型閉めしてキャビティ40を形成する第2ステップと、第2金型38の注入部36を通じてキャビティ40内に成形材料12を注入する第3ステップとを有し、シート体16は、成形品10に機能を付与する機能付与材と、ガラス転移点が120℃〜140℃の範囲にある保護材とを少なくとも有し、第1ステップにおいて、保護材が第1金型30のキャビティ面に接するようにシート体16を設置する。
(もっと読む)
ウォームホイール
【課題】高強度、小型且つ軽量であり、また、歯打ち音の減衰効果に優れ、しかもコスト安価なウォームホイールを提供する。
【解決手段】ウォームホイール8は、金属製の歯形成部15と、金属製の軸14と、歯形成部15および軸14を繋ぐ合成樹脂製の樹脂部16と、を備える。樹脂部16は、軸14と接合する第2環状部22と、歯形成部14を保持する第3環状部23と、第2および第3環状部22,23間に介在する円盤部41と、を含む。円盤部41は、軸方向X1において第2環状部22の中間位置に接続されている。
(もっと読む)
加湿および流体加温のための特定の適用による電気ヒーター
【課題】低コスト、製造の容易さ、重量の減少、および効率の向上を図る。
【解決手段】加熱部材72は導電回路を有する第一ポリマーフィルムを含み、導電回路は導電インク、第二ポリマーフィルム、及び/又は抵抗性又は導電性オーバーモールド材料を含み、第一ポリマーフィルムは成型品46の表面に成型され、成型品46は加湿器又は加湿器の構成品となり、インモールド加熱部材41は第一ポリマーフィルム表面に導電回路を設けるステップと、ポリマーフィルムの非プリント面が金型に隣接するよう第一ポリマーフィルムを金型に置くステップと、第一ポリマーフィルムが成型品の少なくとも1つの表面に組み込まれるよう成型樹脂を挿入するステップとを含む。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、成形中にインサート部品のガス付着防止領域にガスが付着するのを確実且つ容易に防止することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】成形材料から発生するガスの付着を防止すべきガス付着防止領域Wa、Wbを有するインサート部品Wを金型1内のキャビティ3に配置し、キャビティ3内に成形材料を射出充填するインサート成形方法であって、キャビティ3内のインサート部品Wのガス付着防止領域Wa、Wbの表面の圧力が他の部分と比較して高くなるようにキャビティ3内に圧力分布を付与した状態で成形材料を射出充填する。さらに、成形材料から発生するガスを、金型1のキャビティ3の成形材料が最後に到達する位置63、65から吸引する。
(もっと読む)
封止成形体の製造方法、及び封止成形体
【課題】半導体素子等の金型にセットされる部品を、金型内で動かないように固定しておくためのエジェクトピン等により、封止成形体の表面に形成される開口を塞ぐ必要を無くす技術を提供する。
【解決手段】表面に部品が載置された第一樹脂成形体を金型に保持させる保持工程と、保持工程後に、熱可塑性樹脂組成物を金型内に射出することで、第一樹脂成形体と接合されて、第一樹脂成形体とともに部品を覆う第二樹脂成形体を形成する封止工程と、を備える封止成形体の製造方法で封止成形体を製造する。
(もっと読む)
71 - 80 / 2,819
[ Back to top ]