
国際特許分類[B29C45/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | あらかじめ形成された部品または層状物品と一体化するもの,例.挿入物の周囲へまたは物品を被覆するための射出成形 (2,819)
国際特許分類[B29C45/14]に分類される特許
101 - 110 / 2,819
熱交換器用パッキン材料およびそれを用いた熱交換器
【課題】タンク本体の材質としてシリコーン樹脂と接着しにくい樹脂を用いた場合であっても、タンク本体との接着力を十分に発現できるように、従来のパッキンと比較して、パッキンのシール性を確保しつつ、接着性を向上させる。
【解決手段】熱交換器の樹脂製タンクに接着されるパッキンを形成するための熱交換器用パッキン材料として、主剤と、主剤の架橋反応のための第1の架橋材と、シランカップリング剤と、シランカップリング剤との結合形成のための第2の架橋材と、シリカフィラーとを含有する液状のシリコーン樹脂組成物を用いる。
(もっと読む)
インサート成形体及び放熱構造体

【課題】生産性の高い方法で製造することが可能であるとともに、樹脂部材と金属部材との間の密着力が充分であり、且つ樹脂部材と金属部材との間の熱の伝達がスムーズなインサート成形体を提供する。
【解決手段】樹脂部材と金属部材とを備えるインサート成形体であって、上記金属部材は上記樹脂部材との接合面に散在するように形成された2以上の接合孔を有し、上記樹脂部材は上記接合孔に挿入した凸部を有し、少なくとも1つの接合孔の開口部分の面積が、0.44mm2以上19.63mm2以下であり、樹脂部材と金属部材との接合面の外周で囲まれる面の面積をS1とし、上記接合面における上記接合孔の開口の面積の総和をS2としたときに、割合S2/S1が、特定の不等式(I)を満たすようにする。
(もっと読む)
支持部材
【課題】支持部材が装着される部材との間で密着性に優れた支持部材を提供する。
【解決手段】回転部材を直接又は軸受けを介して支持し、外周面に複数の突起を有する樹脂製の支持部材において、前記複数の突起は支持部材の成形時に外周面全体に形成され、少なくとも一部の突起が括れ形状を有している。樹脂製の支持部材は例えば射出成形により製造される。樹脂製の支持部材は、例えば樹脂又はゴム製の外側部材中に射出成形により装着される。
(もっと読む)
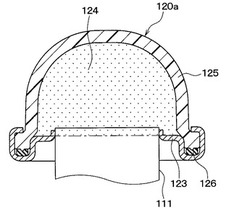
合成樹脂製ボトルの成形方法と合成樹脂製ボトル
【課題】 本発明は、金型に垂下状に装着されたインサート材の不正な揺動変位を阻止することにより、射出成形される外殻体における偏肉を防止することを目的とするものである。
【解決手段】 ボトル本体11をインサート材とし有底筒状の透明な合成樹脂製の外殻体21を射出成形するボトル1の成形方法において、ボトル本体11の底部15に、中央に底面凹部15bを有する底面15aを形成し、ボトル本体11内に冷却エアaを循環供給するエアピン36の先端の押さえコア38に突起38bを設け、この突起38bを底面凹部15bに当接係止させて、エアピン36によりボトル本体11を揺動変位不能に保持した状態で外殻体21をインサート成形して、起立機能の安定したボトル1を得る。
(もっと読む)
複合成形体およびその製造方法
【課題】成形品に反りが発生することを抑制して容易に成形品の優れた外観を得ることができ、さらには予備成形体とインサート成形する樹脂との接着性にも優れ、しかも、成形性、生産性にも優れた複合成形体の製造方法およびその方法により製造された複合成形体を提供する。
【解決手段】予め成形した繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに溶融した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形するに際し、繊維強化樹脂Aの表面の一部に、樹脂Bと同一樹脂からなる樹脂体を予め接合して樹脂体一体化予備成形体を形成し、該樹脂体一体化予備成形体を型内に配置して、樹脂Bによるインサート成形を行うことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
支持部材
【課題】支持部材が装着される部材との間で密着性に優れた支持部材を提供する。
【解決手段】回転軸4を直接又は軸受け8を介して支持し、外周面5に複数の突起6を有する筒状の金属製の支持部材3において、前記複数の突起6は支持部材の鋳造時に外周面5全体に形成され、少なくとも一部の突起6が括れ形状を有し、前記突起6の高さが0.3〜2.0mm、突起数が5〜100個/cm2である。支持部材は例えば遠心鋳造により製造される。支持部材は例えばアルミニウム合金又はマグネシウム合金からなる部材中に鋳包みにより装着、あるいは樹脂又はゴムからなる部材中に一体成形により装着される。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
成形品及びインモールド転写箔
【課題】成形品の転写層の変形・損傷を防止する。
【解決手段】1次成形樹脂10´と、1次成形樹脂10´側から加飾層33、ポリエステル又はポリウレタン又はポリイミド又はセルロースのいずれか、もしくはこれらのうちの2以上の組み合わせからなる混合物を主成分とする箔流れ防止用印刷層31が順に積層され、1次成形層10の表面に転写された転写層30と、その転写層30の箔流れ防止用印刷層31側に形成された2次成形樹脂20´と、を有する。
(もっと読む)
表面処理アルミニウム基板、アルミニウム樹脂複合材料、およびこれらの製造方法
【課題】樹脂材料に対して高い接合強度を示す新規なアルミニウム基板と樹脂材料との複合材料を提供する。
【解決手段】アルミニウム原子に結合した硫黄原子またはリン原子を表面に備える表面処理アルミニウム基板と、該表面処理アルミニウム基板の前記硫黄原子またはリン原子を備える表面に接合した樹脂材料とを備えたアルミニウム樹脂複合材料。
(もっと読む)
銅−樹脂複合体の製造方法
【課題】接着剤を使用せずに銅と樹脂組成物の密着性を向上できる上、作業環境が良好な銅−樹脂複合体の製造方法を提供する。
【解決手段】本発明の銅−樹脂複合体の製造方法は、銅製部品の表面をエッチング剤によって粗化処理する粗化工程と、前記粗化処理した表面に樹脂組成物を付着させる付着工程とを実施する銅−樹脂複合体の製造方法であって、前記エッチング剤が、硫酸、過酸化水素、フェニルテトラゾール類、ニトロベンゾトリアゾール類、ベンゼンスルホン酸類及び塩化物イオンを含む水溶液であることを特徴とする。
(もっと読む)
101 - 110 / 2,819
[ Back to top ]