
国際特許分類[B29C45/84]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 安全装置 (121)
国際特許分類[B29C45/84]に分類される特許
11 - 20 / 121
射出成形機監視装置
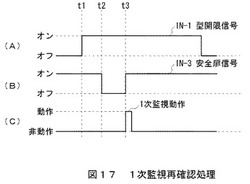
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】射出成形機本体が型開動作又は突出し動作状態にあるとき、オペレータが安全扉を開いて保守点検作業した場合に、これを確認してその後に続く1次監視処理又は2次監視処理をしない待機状態に射出成形機監視装置を制御することにより一段と安全性を高めることができる。
(もっと読む)
射出成形機のベルト監視装置

【課題】 各タイミングベルトの破断を事前に予防し、タイミングベルトの長寿命化を図るとともに、製造時の工数削減及びコストダウン、さらには構造の単純化及び外観性の向上を図る。また、各タイミングベルトの伸長等を正確かつ確実に検出する。
【解決手段】 回転駆動部4a,4bの回転位置を検出するロータリエンコーダ7a,7bと、一つの特定のロータリエンコーダ7aから出力するエンコーダ出力値Daと他のロータリエンコーダ7bから出力するエンコーダ出力値Dbの偏差Keを得る偏差演算手段8と、偏差Keと予め設定した閾値Ksf,Kssを比較し、偏差Keが閾値Ksf以上及び/又はKss以上になったことを判定する異常判定手段9と、少なくとも当該異常判定手段9の判定結果を出力する異常出力手段10とを備える。
(もっと読む)
射出成形機
【課題】射出成形機に構成される加熱シリンダのその外側に設けた遮熱カバーが高温になることを可及的に抑止する。
【解決手段】内部にスクリュー12が設けられると共に外周に加熱ヒータ16の装着された筒状の加熱シリンダ10と、加熱シリンダ10の先端に装着され金型のキャビティに溶融樹脂を射出する射出ノズル11と、加熱シリンダ10の外側を囲む2重カバーとを備え、この2重カバーは、保温カバー19とその外側に設けられた遮熱カバー25とからなり、加熱シリンダ10に保温カバー19を接合する保温カバー傾斜部22に一端が接合された保温カバー取付部18よりも、保温カバー19に遮熱カバー25を接合した遮熱カバー垂直面部26に形成した遮熱カバー取付部27を低位置に配設する。加熱シリンダ10の全体が高温に加熱されたときに、加熱シリンダ10の伝導熱が遮熱カバー25へ伝わり難い低位置に遮熱カバー取付部27を配置したことで遮熱カバー25が高温になることを抑えることができる。
(もっと読む)
成形システム
【課題】 成形機の機械作動部分の近傍に別の作動装置が配設され、前記機械作動部分と前記別の作動装置の間に第1の扉が設けられるともとに、前記別の作動装置と外部の間に遮蔽部と第2の扉が設けられた成形システムに関し、遮蔽部内でも操作盤を操作して成形機の設定入力を可能とする。
【解決手段】 成形機12の機械作動部分14に近接して別の作動装置13が配設され、前記機械作動部分14と前記別の作動装置13の間に第1の扉19が設けられるともとに、前記別の作動装置13と外部E2の間に遮蔽部20と第2の扉21が設けられた成形システム11において、遮蔽部内E1の操作盤22(22a)から設定入力可能となっているときは、第1の扉19のインターロックがオンになっているとともに前記別の作動装置13が非作動状態となっており、かつ第2の扉21のインターロックがオフの状態とする。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
射出成形機監視装置
【課題】射出成形機監視装置の機能を高めようとするものである。
【解決手段】監視対象の位置ずれに追従して監視検出画像データを得るようにし、キャビティ部分を除去した部分の明るさを合わせるように画像データを修正し、レンズ調整画面や感度設定画面を表示するようにし、安全扉の確認をするようにし、2次監視タイマの計時動作が終了する前に正常判定結果が得られたとき当該計時動作の終了を待たずに直ちに2次監視動作を終了させるようにしたことにより、取扱いが便利かつ判定精度が高い射出成形機監視装置を実現できる。
(もっと読む)
射出成形機及び射出成形機における加熱シリンダの清掃方法
【課題】射出成形機の稼動に伴い加熱シリンダ内に付着する汚れを容易に除去できるようにする。
【解決手段】加熱シリンダ10の先端に装着した射出ノズル11から型閉された金型のキャビティに溶融樹脂を射出する射出成形機1において、筒状の加熱シリンダ10と、加熱シリンダ10内に設けられたスクリュー12と、スクリュー12を回転自在に支持する支持部材13と、支持部材13に支持されたスクリュー12を溶融樹脂の計量工程のときに回転させる回転駆動手段と、計量工程を終えた後に射出工程として、射出ノズル11からキャビティに溶融樹脂を射出するためにスクリュー12を前進させる進退駆動手段とを備え、スクリュー12の代わりに外周にワイヤーブラシ21の装着された清掃棒20を取り付け、計量工程、射出工程のときの動作によりワイヤーブラシ21を回転して加熱シリンダ10内を清掃することができる。
(もっと読む)
電動竪型射出成形機および電動竪型射出成形機の異物検出方法
【課題】電動竪型射出成形機の型締め工程における異物検出において型締めを行う中間プレートと下型間の距離をセンサによって直接測定し、異物検出を行う。
【解決手段】電動竪型射出成形機の型締め動作を行う中間プレート12と下型13間を第二の距離センサ9により監視し、異物の有無を判定するようにした。また、第二の距離センサ9の測定に最適な位置を検出する為に可動プラテン5の型締方向への下降位置を測定する第一の距離センサ6を配設した。これにより、異物による金型損傷を確実に防ぐことが出来る。
(もっと読む)
動力伝達機構の異常検出手段を備えた射出成形機
【課題】モータなどによって駆動され回転運動を直線移動に変換する複数の駆動装置を有する動力伝達機構に発生する異常検出を、ひずみセンサを用いることによって行うことが可能な射出成形機を提供する。
【解決手段】回転運動を直線移動に変換する複数の駆動装置であるボールネジ14a,14bを駆動するエジェクタ用サーボモータ10と、ボールネジ14a,14bの支持部材であるベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bと、同時刻に前記それぞれの支持部材に取り付けられたひずみセンサで検出されたひずみ量を読み取り、ベアリングハウジング16a,16bに取り付けられたひずみセンサ17a,17bで検出されたひずみ量の差の絶対値があらかじめ設定した設定値より大きいか否かを判別し、異常信号を出力する制御装置20と、制御装置20からの異常信号により警報を発生する警報装置22とを備えた射出成形機。
(もっと読む)
射出成形機の機械式安全装置
【課題】ラチェット爪を可動盤に固定された支持部に対して自由に回転するように設置し、固定盤または架台または受圧盤に固定された鋸状のロッドとの間に挟みこむことで可動盤の前進を機械的に停止させることが可能な射出成形機の機械式安全装置を提供すること。
【解決手段】架台102上に少なくとも可動盤105と固定盤103を有し、可動盤105の型開閉動作を行う機構と、安全扉111の開閉動作に応じて機械式安全装置を作動させる機構を備えた射出成形機において、固定盤103または架台102に固定された鋸状のロッド101と、鋸状のロッド101に組み付けられ安全扉111の開閉に連動して上下動するレール110と、可動盤105に設けられた支柱に支持されたラチェット爪104を有し、安全扉111の開閉に連動してレール110は、ラチェット爪104に押し上げと押し下げの動作を行わせ、鋸状のロッド101とラチェット爪104とを噛み合わせと噛み合わせをはずすことを特徴とする射出成形機の機械式安全装置。
(もっと読む)
11 - 20 / 121
[ Back to top ]