
国際特許分類[B29C47/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291) | 巾広い開口を有するもの,例.シート用 (818) | 調節可能なもの (50)
国際特許分類[B29C47/16]に分類される特許
1 - 10 / 50
多層または単層ダイ用アウターディッケルの温度調整機能を備えたダイ及びダイへのアウターディッケルフレーム取付け機構
【課題】 ダイへのアウターディッケルの取付けが簡便で、リップ幅の調整が容易にでき、ディッケル先端への樹脂付着を防止し、巻取り工程内トラブルを解消し、高速生産性に適するダイと、ダイへのアウターディッケルフレーム取付け機構を提供する。
【解決手段】 ダイリップ幅を変更または調節する手段を備えたダイであって、前記ダイはリップ下面にアウターディッケルを有し、前記アウターディッケルは温度調節できる機能を有するダイ。ダイ前後面にダイ先端のリップに平行となるようスライド溝を設け、このスライド溝にアウターディッケルフレームを移動、固定できるようアウターディッケルフレーム断面を略ダイ断面形状とし、ダイ断面形状の上部(開放端部)の2箇所が内側に突出しスライド溝と嵌合し、ダイ断面形状の下部(閉塞部)内側をディッケルバー受け入れ部とし、ディッケルバー受け入れ部に温度調節機能を有するディッケルバーを設ける。
(もっと読む)
スロットダイ装置

【課題】スロットから吐出される溶融樹脂の幅方向の膜厚不均一を改善できるスロットダイ装置を提供することを目的とする。
【解決手段】スロットダイ本体2に接しているヒーター15を幅方向にスライド可能に構成し、温度分布調整を可能にする。また、樹脂フィルムR2の搬送経路途中に膜厚測定装置17を設置して膜厚データの測定を行い、測定データから樹脂フィルムR2の膜厚が均等になるような温度条件を推算して温調設定装置16に出力し、ヒーター15の温度制御を行う。
(もっと読む)
ダイリップ調整装置
【課題】ヒートボルトの軸間ピッチを小さくし、ダイリップ部のリップ間隙の長手方向に亘ってリップ間隙を高精度に調整する。
【解決手段】シート2を押し出すTダイ3に設けられたダイリップ部3cの線状のリップ間隙の長手方向に沿って配列され、熱膨張によってリップ間隙を調整するための複数のヒートボルト6を備える。ヒートボルト6に配され、ヒートボルト6を加熱する棒状のヒータ7を備える。ヒートボルト6の外周面には、ヒータ7が装着される装着凹部6aが、ヒートボルト6の軸方向に沿って形成されている。
(もっと読む)
多層押出成形装置
【課題】フィードブロック方式の多層押出成形装置として、樹脂同士の流動特性の差や層同士の厚み差が大きい共押出しに適用した場合でも、各層の幅方向の厚みが均一な多層フィルムが得られるものを提供する。
【解決手段】フィードブロック2Aは、単層Tダイの押出流路に直線的に連通する偏平な主流路21の複数箇所に、同幅の偏平な副流路22…が斜めに合流する合流部C1〜C3を有する。1段目の合流部C1は、主流路21に対して副流路22側から出退して流路断面積を厚み方向に拡縮する主流路チョークバー3と、副流路22に対して出退動作して流路断面積を厚み方向に拡縮する副流路チョークバー4とを備え、両チョークバー3,4が幅方向に3以上に分割構成されている。2段目以降の合流部C2,C3は、副流路22に対して出退して流路断面積を厚み方向に拡縮する、幅方向に3以上に分割構成された副流路チョークバー5を備える。
(もっと読む)
シートの製造装置及びシートの製造方法
【課題】製造効率の低下を抑制し、かつ管理指標の変更等を必要とせず、所望の厚みを有するシートを製造することができるシートの製造装置及びシートの製造方法を提供すること。
【解決手段】溶融樹脂をシート状に吐出するもので、溶融樹脂の吐出間隙21を調整する複数の厚み調整手段22を有するダイ20と、ダイ20より吐出された樹脂から形成されたシートの厚みをその幅方向に沿ってスキャンしながら測定する厚み測定器50と、厚み測定器50による測定結果から厚みプロファイルを作成し、作成した厚みプロファイルに基づいて、シートの幅方向の厚みが目標値となるよう複数の厚み調整手段22の操作量を制御する制御手段60とを備え、厚み測定器50は、複数の異なるスキャン速度によってシートの幅方向の厚みを測定するものであり、制御手段60は、複数の異なるスキャン速度によって測定された測定結果を用いて厚みプロファイルを作成するものである。
(もっと読む)
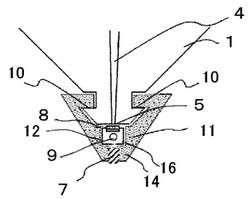
熱可塑性樹脂フィルムの製造方法および当該製造方法に用いる押出成形用Tダイ
【課題】熱可塑性樹脂フィルムのエッジビード現象を抑制すること。
【解決手段】熱可塑性樹脂フィルムの製造方法であって、ダイ本体2内にインナーディッケル3等を配置し、インナーディッケル3の端面3a等によって流路2cを画定させる準備ステップと、熱可塑性樹脂を溶融する溶融ステップと、溶融された熱可塑性樹脂を押出成形用Tダイ1に供給する供給ステップと、押出成形用Tダイ1において熱可塑性樹脂をインナーディッケル3等によって所定幅を有する樹脂フィルムFに成形する成形ステップとを備えている。この製造方法では、インナーディッケル3の端面3a部分が、断面視において、曲率半径が異なる2つの円弧C1,C2を含む弧線状になるように構成され、出口2b側に位置する第1の円弧C1の曲率半径R1が、入口2a側に位置する第2の円弧C2の曲率半径R2よりも大きくなっている。
(もっと読む)
積層板の製造方法
【課題】煩雑な加工を必要としない積層板の製造方法を提供する。
【解決手段】本発明に係る積層板の製造方法は、マルチマニホールドダイに備えられたチョークバーを調整する工程、およびチョークバーを調整したダイより、2種以上の樹脂材料を押し出すことによって2層以上の樹脂層を積層する工程を含み、積層板の押出流れ方向に対して直交する断面において、層厚が変化する樹脂層を有しており、層厚分布の差が最も大きな樹脂層における最小層厚みと最大層厚みとの比率が2倍以上である。
(もっと読む)
シート状ゴム成形装置及び方法
【課題】金型構成を複雑化させることなく、かつ、成形時間も短縮化可能なシート状ゴム成形装置を提供する。
【解決手段】ダイヘッド3からシート状のゴムを押し出して、所定の幅および高さを有するタイヤ構成部材を成形するシート状ゴム成形装置Aであって、所定断面形状の開口部32を有するダイボディ30と、ダイボディ30の前方側に配置され、開口部32の高さ寸法を変更可能な可変ダイリップ31と、を備え、可変ダイリップ31は、高さ方向の一方に位置する第1可動体310と、他方に位置する第2可動体311とにより構成され、ダイヘッド制御部60は、成形開始時に第1・第2可動体310,311を閉じた状態から、第1可動体310を開方向へ駆動し、所定の高さに到達した後、第1・第2可動体310,311の位置を保持し、成形終了時に第2可動体311を閉方向へ駆動するように、可変ダイリップ31を制御する。
(もっと読む)
シートの製造方法、製造装置、厚み制御方法および厚み制御装置
【課題】厚み調整手段の延伸後の対応を正確に取得し、厚みを精密に制御するシートの製造方法を提供する。
【解決手段】厚み調整手段を備えたダイ4を用いて溶融材料を押出し、延伸を含む所定の加工によりシートを得るとともに、加工の完了後の厚み分布から算出した操作量に基づき厚み調整手段を操作してシート厚みを制御するシートの製造方法において、所定の加工の完了前に印付与手段12によりシートの複数の所定の幅方向位置に光または熱により印を付与し、加工完了後に検査器8bによりその印の跡を検出することにより、前記所定の加工の完了前後でのシートの幅方向位置の対応関係を決定し、決定した対応関係に基づいて厚み制御を行う。
(もっと読む)
フィルム成形用ダイ
【課題】フィルム成形用ダイにおいて、リップの上流側における溶融樹脂の流路の部分的なクリアランス調整を精度良く行なえるようにする。
【解決手段】リップ17の上流側に第二調整リング13を配設すると共に、該第二調整リング13を、筒状流路16に臨むリング部13aと、該リング部13aの背面側に設けられ、第二調整ボルト21が螺合される複数のボス部13bと、ボス部13aをリング部13aに連結する肉薄部13cとを備えて構成し、調整ボルト21の軸回り方向の回転に伴い調整ボルト21の内側に位置する部分のリング部13aが進退移動することで筒状流路16のクリアランスを部分的に調整する構成にした。
(もっと読む)
1 - 10 / 50
[ Back to top ]