
国際特許分類[B29C47/26]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291) | 管状開口を有するもの,例.管状物品のためのもの (323) | 多層管状押出ノズル (21)
国際特許分類[B29C47/26]に分類される特許
1 - 10 / 21
多層管用金型
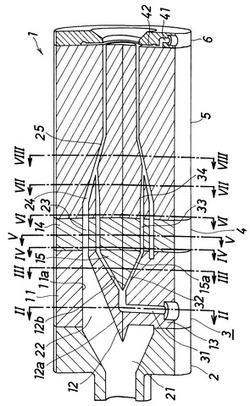
【課題】 金型内の通路を簡素化し、樹脂の滞留を極小化するとともに、コストの低減も可能とした多層管用金型を提供する。
【解決手段】 第2金型3は、円筒状の外型11と、先端が上流側を向く円錐状内周面12bを有する大径コア12と、半径方向に延びて大径コア12と外型11とを結合するブリッジ13とからなる。大径コア12の円錐状内周面12b内に、先端が上流側を向く円錐状外周面15aを有する小径コア15が挿入されることで、大径コア12の内周面12bと小径コア15の外周面15aとの間にテーパ状内層樹脂通路32が形成されている。外型11、ブリッジ13および大径コア12を貫通して内層樹脂通路32に通じる内層樹脂導入通路31が設けられている。
(もっと読む)
多層溶融合成樹脂供給装置

【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
押出発泡成形体の製造方法
【課題】 成形体を構成する各層間の剥離を抑制することができる、多層押出発泡成形体の製造方法を提供する。
【解決手段】 加熱可塑化した溶融樹脂を流れ方向に押出しながら金型で一定断面の形状に整えて連続的に成形する多層押出発泡成形体の製造方法において、高圧下で発泡剤を含有する少なくとも1つの溶融樹脂と、発泡剤を含有しない少なくとも1つの溶融樹脂からなる積層溶融樹脂を得る工程と、積層溶融樹脂を大気圧下に開放して発泡剤を気化させることにより高倍化させる工程との間に、積層溶融樹脂を高圧下で断面形状を保持した状態で下流側へ所定長さ移動させて積層溶融樹脂の構成層間の接着性を改善させる接着工程を設けた。
(もっと読む)
回転式フィードブロック
【課題】複数の円筒状樹脂を順次積層して多層円筒状樹脂を成形するダイにおいて、樹脂の注入口と反対側の流路まで樹脂が充満しないで、円筒の円周方向の一部で欠落しその樹脂の特性が発現出来ない部分が生じたり、充満しても境界面の融着力が弱くて耐圧力が不足する問題や、単層Tダイで多層のシート、フィルムを成形するためのフィードブロックにおいて層数を増やすには構造が複雑、高価になるなどの問題が有り、これらの問題を解消する。
【解決手段】環状流路の円周を分割するように樹脂を注入し、円筒状樹脂の接触する境界面と樹脂の層を螺旋状に拡げて樹脂の欠落部分を補い、増えた接着面積で接着強度を高め、また樹脂の層数を増やすためにフィードブロックのノズル又はマンドレルの少なくとも一方を回転させる。
(もっと読む)
熱可塑性物質製パイプを製造するための装置
【課題】熱可塑性物質製パイプを製造するための装置を提供する。
【解決手段】起伏ピークおよび起伏トラフの形態の断面を有する環状の横方向プロファイリングを有する熱可塑性物質製パイプを製造するための装置は、真直な成形部に沿って対をなして互いを完成させることで、移動方向(8)に移動させることが可能な閉じたモールド(9)を形成する型半体(6、6a)を有する。モールド(9)内には、ノズル支持体を有する押出工具(3)が突出する。型半体(6、6a)とノズル支持体との間に適正なシールを形成するため、ノズル支持体は、円筒状外面(37)を形成する交換可能に取り付けられた中空のハーフシェル(36)で覆われている。
(もっと読む)
成形品の製造方法、及び、被覆電線の製造方法
【課題】ポリテトラフルオロエチレンからなる成形品の厚みを極めて薄くすることができる成形品の製造方法を提供する。
【解決手段】本発明は、表面エネルギーが16〜20mN/mの有機溶剤(A)をポリテトラフルオロエチレンファインパウダーに添加して成形用組成物を得る工程と、前記成形用組成物を圧縮繊維化成形して成形品を得る工程と、を含むことを特徴とする成形品の製造方法である。
(もっと読む)
押出成形金型、押出成形装置および医療用チューブ
【課題】 一端側部分と他端側部分とが特性の異なる成形材料からなり、その移行部が外層と内層とからなる医療用チューブを成形する際に、異なる成形材料の容積比を滑らかに、かつ急激に変化させることのできる押出成形金型、押出成形装置および医療用チューブを提供すること。
【解決手段】 押出成形金型20を、外周側凹部21aが形成された角ボディー21と、外周側凹部21a内に設置され外周側凹部21aとの間に外周側流路Aを形成するとともに内周側凹部22aが形成された外側マンドレル22と、内周側凹部22a内に設置され内周側凹部22aとの間に内周側流路Bを形成する内側マンドレル23と、外周側流路Aと内周側流路Bとを合流させて医療用チューブ10を成形するチューブ形状形成部とで構成した。そして、外周側流路Aおよび内周側流路Bを、上流側から下流側にいくにしたがって順次分岐させた。
(もっと読む)
ゴムチューブの製造方法
【課題】 管壁内の所定の位置に補強繊維体が埋設されたゴムチューブを高い品質で、かつ効率的に製造する方法を提供する。
【解決手段】 押出ヘッドのダイ41とマンドレル42により形成される内部空間から未架橋ゴムを押出して未架橋ゴムチューブを形成しながら、未架橋ゴムチューブの管壁内部に補強繊維体2を埋設一体化するチューブ押出工程に引き続いて、未架橋ゴムチューブを加熱して架橋するチューブ架橋工程(5)を行うゴムチューブAの連続成形方法において、補強繊維体2を未架橋ゴム内に誘導可能なガイド部材43を、ダイの内周面から前記内部空間にその先端部が突出するように設け、チューブ押出工程の未架橋ゴム押出とともに補強繊維体2をガイド部材先端部から繰り出すようにして、チューブAの管壁内部の所定位置に補強繊維体2を埋設する。
(もっと読む)
帯電部材用被覆チューブ、その製造方法、帯電部材、プロセスカートリッジ及び電子写真装置
【課題】形状ムラがなく、製造された積層シームレスチューブが帯電部材の表面層用に良好である帯電部材用被覆チューブを容易に製造できる方法を提供する。
【解決手段】少なくとも2層からなる積層チューブを重力方向に押し出す工程における各層の樹脂圧が200kg/cm2以上450kg/cm2以下であり、かつ、各層間の樹脂圧の差が±50kg/cm2以内にあり、最外部層が、融点が110℃以上170℃以下である炭化水素系ワックスを含むことにより、上記課題は達成される。
(もっと読む)
多層フィルムブロー成形用の金型装置
【課題】円筒状の多層フィルムを成形する多層フィルムブロー成形用の金型装置であって、フィルム成形時に中間層間における層界面での乱れや化学反応が発生し難く、外観不良を防止でき、透明性および厚さ精度を確保し得る金型装置を提供する。
【解決手段】金型装置は、第1金型部材(1)、内側樹脂供給モジュール(41)〜(43)、第2金型部材(2)、外側樹脂供給モジュール(54),(55)及び第3金型部材(3)により複数の内側層構成用および外側層構成用の樹脂分配流路(4d)〜(4g),(5a)〜(5c)、集合流路(4)、第2の集合流路(5)並びに樹脂吐出口としてのオリフィス(7)が形成されている。そして、第2の集合流路(5)は、集合流路(4)に対して、樹脂押出方向最下流側の内側層構成用の分配流路(4d)よりも更に下流側で合流している。これにより、中間層を構成する溶融樹脂積層後の押出冷却までの時間を短縮する。
(もっと読む)
1 - 10 / 21
[ Back to top ]