
国際特許分類[B29C49/16]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形中における二軸延伸 (269) | 圧力差を用いるもの,例えばプリブローイング (10)
国際特許分類[B29C49/16]に分類される特許
1 - 10 / 10
吸音部材の成形型および吸音部材の成形方法
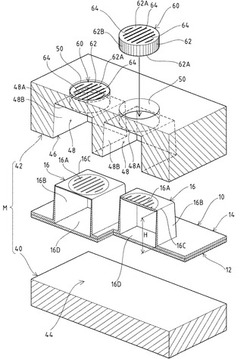
【課題】吸音性能が向上した吸音部材を効率良く成形し得ると共に型製作費用を抑え得る成形型と、成形効率を向上させた吸音部材の成形方法を提供する。
【解決手段】第2型42における成形凹部48の成形面48Aに、該第2型42の外部と連通する開口部50を設ける。開口部50には、複数の排気口64を有するベント部材60が配設され、成形凹部48および型の外部は各排気口64により連通する。ベント部材60における各排気口64の開口総面積が、該ベント部材60を含めた成形面48Aの面積の1〜15%に設定されている。従って、成形素材から吸音部材10を成形するに際し、成形凹部48へ膨張する該成形素材により該成形凹部48の空気が型の外部へ効率的に排出されるので、該成形素材が成形面48Aに接触するタイミングを早めることができ、吸音部材10の吸音小室16を適切に成形し得る。
(もっと読む)
偏平容器のブロー成形方法

【課題】一般的な形状のプリフォームを用いて吊具が一体成形された均一な肉厚の偏平容器を製造可能な吊具付きの偏平容器のブロー成形方法を提案すること。
【解決手段】試験管状の一般的なプリフォーム11を型開き状態にある左右のブロー成形用割型31、32にセットして型締めを行う前に、吊具成形用割型33、34を降下させてプリフォーム11の底部14を両側から挟持して引き上げて、プリフォーム11を延伸させる。延伸後にブロー成形用割型31、32の型締め動作を行いながら、プリフォーム11に低圧ブローエアーを導入してフリーブローを行う。フリーブローされたプリフォーム11をブロー成形用割型31、32で偏平形状となるように押圧し、型締後に高圧ブローエアーを導入して偏平容器に成形すると同時に吊具成形用割型33、34を最終型締して吊具4を偏平容器の底部にプレス成形する。
(もっと読む)
容器をブロー成形するための方法および装置
【課題】ブロー金型からのブローエアの回収によって動作される装置のブロー金型内で容器を成形するための新規な方法および装置を提供すること。
【解決手段】本発明は、動作工程が、低圧P1を伴うプレブローステージ28とそれぞれが更に高い圧力Pi、P2、P2’を伴う少なくとも2つの更なるブローステージ29、30、30’とにおいて連続的に達成され、その後、幾つかの圧力ステージを伴う回収段階32では、それぞれのブロー金型からエアが供給される方法において、少なくともプレブローステージの後の圧力ステージ29に割り当てられる容積部9への給気よりも優先して、ブロー金型からのエアが最初にプレブローステージ28に割り当てられる容積部8に供給されることを特徴とする。装置は、ブロー制御器CUと、容積部8内の圧力のための制御手段とを備える。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ブロー成形体の膨張が妨げられることを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31を注入した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記コア部を移動して前記ブロー成形体を膨張させる際に、前記ブロー成形体の延伸される部分23aに対応する前記成形型の型面部14bから前記ブロー成形体の延伸される部分に気体を噴射して、前記ブロー成形体の延伸される部分に対応する成形型の型面部とブロー成形体の延伸される部分との間に空間部16aを形成することにより、前記ブロー成形体から前記成形型への伝熱が抑制されている。
(もっと読む)
ペリソンの延伸終了点を、フィードバックで調節することにより、ペリソンから中空容器を成形する方法。
金型の中にパリソン(3)を挿入し、
あらかじめ設定されたプリブロー開始の瞬間(tP)によって、パリソン(3)内とプリブローのあらかじめ設定された圧力を持つ空気源(20)をつなぐ電磁バルブ(22)の開弁をおこない、
ペリソン(3)内に充満する圧力(P)を測定し、
プリブローの後、あらかじめ設定されたプリブロー成形の開始合図(tS)が出され、プリブローの合図(tP)が遅れる時、ペリソン(3)内に、プリブローの圧力(PP)よりも高圧でブロー成形のエアが吹き込まれるように、電磁バルブ(26)の開弁指令が出され、
ペリソン(3)内に充満するエアの圧力(P)について、少なくともプリブローの合図(tP)とブロー成形の合図(tS)の差を含めた、数種のバリエーションを記憶させ、
ペリソン(3)内の圧力(P)が急激に上昇を始める、延伸終了の瞬間(tC)の間隔を察知し、
延伸終了の瞬間(tC)が示す状態によって、ブロー成形開始の合図(tS)を早める、
プラスティック樹脂製のパリソン(3)から、金型(11)の中でブロー成形をし、中空容器(2)を作成する方法。 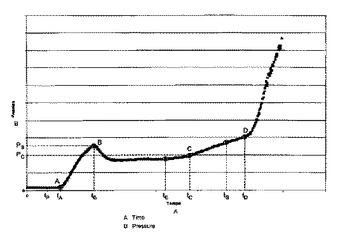 (もっと読む)
(もっと読む)
プリブロー開始点の状態をフィードバックで調節し、中空容器を成形する方法。
金型内にパリソン(3)を充填し、
あらかじめ設定されたプリブロー開始の合図(tP)によって、電磁バルブ(22)に開弁の指令を出し、パリソン(3)内にあらかじめ設定されたプリブロー圧を持つ空気供給源(20)を接続し、
ペリソン(3)の内圧(P)を測定し、
パリソン(3)の内圧Pが上昇を始める実際のプリブロー開始の瞬間(tA)を検知し、
この瞬間(tA)と、理論から予測されたプリブロー開始の瞬間とを比較し、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始瞬間に比べて遅れる場合、プリブロー開始の合図(tP)を早め、
実際のプリブロー開始の瞬間(tA)が、予測したプリブロー開始の瞬間より早く起こる場合は、プリブロー開始の合図(tP)を遅らせる、
プラスティック樹脂製のパリソン(3)から、金型(11)内でブロー成形にて中空容器(2)を作成する方法。
(もっと読む)
パリソン内部の圧力が、吹き込みのために上昇する段階で、その状態をフィードバックで調節し、パリソンから中空容器を成形する方法
あらかじめ設定した加熱温度(T)で、パリソン(3)を加熱し、
金型(11)の中にパリソン(3)を充填し、
あらかじめ設定された延伸速度(VE)で移動する延伸ロッド(16)でパリソン(3)を引っ張り、
あらかじめ設定されたプリブロー開始の合図(tP)により、電磁バルブ(22)の開弁を指示し、あらかじめ設定されたプリブロー圧(PP)と空気流量(DP)をもつ空気供給源(20)から、パリソン(3)内部に空気を送り、
パリソン(3)の内圧(P)を測定し、
圧力の最高点を検知し、
この圧力が最高点に達する瞬間(tB)と、この時のパリソン(3)内の最高圧力(PB)を記憶させ、
実際の圧力が最高点に達する瞬間(tB)・その時の最高圧力(PB)と、理論から予測した瞬間・圧力をそれぞれ比較し、
実際の最高点が理論から仮想された最高点と一致しない場合、以下のパラメータつまり、プリブロー圧(PP)、プリブローの空気流量(DP)、プリブロー開始の合図(tP)、延伸速度(VE)、加熱温度(T)の中から少なくとも一つを調整する、
操作を含むプラスティック樹脂製のパリソン(3)を金型(11)の中で延伸ブロー成形して、中空容器(1)を作成する方法。
(もっと読む)
内容物添加パック及びその製造方法
【課題】構造が簡単で防汚性に優れているとともに、混注物を容器内に簡単且つ衛生的に混注することができる内容物添加パックを提供する。
【解決手段】弾性変形が容易なパック本体2内に栓体3が固着されて混注物Mを収容する収容空間aが画成され、前記栓体3は、パック本体2と一体に形成されたタブ4の内部に密封されている。使用に際しては、タブ4を脆弱に作られているパック本体2のと境界部分5から切り離して取り除き、栓体3に設けられている係合部3Bを飲料水等の液体が入った容器の口部に装着した後、パック本体2の底壁2Aを指で押すことによって収容空間aの内圧を上昇させると、その圧力で脆弱に作られている栓体底部3Bの封止部材3Cが破断して開口され、パック本体2内の混注物Mが容器内の液体に混注される。
(もっと読む)
ブロー成形機のブローエア供給装置
【課題】 ブローエアの温度低下を抑えて、容器の内面歪みを少なくし、更には、結晶化度を高めて、容器の耐熱性を向上させる。
【解決手段】 加熱されたブローエアをプリフォーム内に供給し、中空のボトル容器1を成形するブロー成形機のブローエア供給装置であって、高圧のブローエアを発生する高圧エア源11と、高圧エア源11の下流でブローエア流路を開閉する高圧仕切弁12と、高圧仕切弁12の下流でブローエアを加熱する熱交換器13と、熱交換器13の下流でブローエア流路を絞る絞り弁14と、絞り弁14の下流でブローエア流路を切換える切換弁15とを備える。
(もっと読む)
ブロー成形でのエアの再利用
本発明は、熱塑性プラスチック製の容器を成形するための方法および装置に関する。加熱されたプリフォームを低圧エア供給部からの低圧ブローエアの供給により前ブローし、それに続く高圧ブローエアの供給により仕上げブローし、そしてブローが完了した容器から流出する高圧ブローエアを、切り替え過程中に切り替え装置を介して低圧エア供給部に供給する。そして、低圧エア供給部領域で圧力監視を行い、切り替え過程後に容器を大気圧に対して排気する。そのとき低圧エア供給部の圧力コントロールを、切り替え過程継続時間を変えることにより行う。  (もっと読む)
(もっと読む)
1 - 10 / 10
[ Back to top ]