
国際特許分類[B29C49/30]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形装置 (75) | 可動型または可動型部品を用いるもの (60)
国際特許分類[B29C49/30]の下位に属する分類
往復移動するもの (4)
一軸の回りに回転するもの (33)
可動エンドレス支持体上に載置されたもの (2)
国際特許分類[B29C49/30]に分類される特許
11 - 20 / 21
プラスチック容器、特にボトルをブロー成形するためのプラント用の成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントの成形ユニットは、容器(2)をブロー成形する少なくとも1つの成形キャビティ(19)を有する交換可能な金型(16)と、所定の線(24)に沿って移動してパリソン(3)と係合してパリソンを軸方向に変形させる少なくとも2つのストレッチングロッド(33)と、を備え、ストレッチングロッド(33)は、成形ユニットに取り付けられた金型(16)の成形キャビティ(19)の数および位置に応じて選択的に移動可能である。 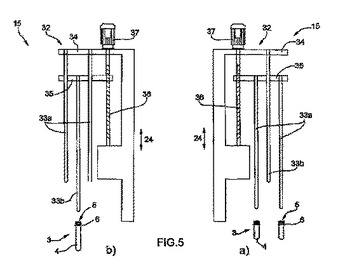 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用成形ユニット
各パリソン(3)からプラスチック容器(2)をブロー成形するためのプラント用の成形ユニットが、各容器(2)をブロー成形するための少なくとも一つのキャビティ(19)の開位置と、閉位置と、の間を互いに関して可動な2つの金型半部(17a,17b)と、前記2つの金型半部(17a,17b)を前記閉位置にロックするためのロック装置(21)と、を備えており、前記ロック装置(21)は、2つの締結要素(22,28)を備え、これらの締結要素は、少なくとも一つの弾性動作要素(30)により、ロック位置に動かされ、常時その位置に維持される。 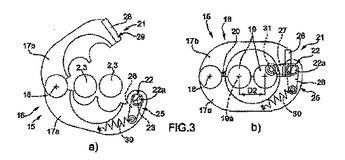 (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント
パリソン(3)からプラスチック容器(2)、特にボトルを形成するブロー成形プラントは、複数の成形ユニット(15)およびパリソン移送装置(39)を備える。各成形ユニット(15)は、容器(2)をブロー成形するための少なくとも2つの成形キャビティ(19)を備える。パリソン移送装置(39)は、柔軟な供給コンベア(41)から成形キャビティ(19)にパリソン(3)を移送する。第2の移送ステーション(40)において供給コンベア(41)に接続され、ここで、パリソン(3)の間隔(P1)は、成形ユニット(15)の成形キャビティ(19)の長手方向軸(19a)間の距離(D2)と等しい。 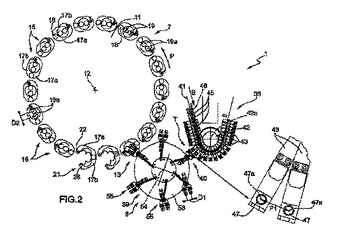 (もっと読む)
(もっと読む)
給油ニップルの製造方法

【課題】燃料タンクと給油管との間で、ガスが透過しない流路を可能にし、剥離しない給油ニップルを提供する。
【解決手段】燃料タンクが、基本的に燃料蒸気を通さず、燃料を収容するシェルと、燃料をシェル内に受けるための開口と、給油ニップルとを有する。その給油ニップルはその開口に通じ、燃料蒸気バリアー層を有する。給油ニップルは通路を形成して、シェルに取付けられて、その通路はその開口と心が合い、燃料が給油ニップルを通ってタンク内部に流れ得る。給油ニップルは、内側面を形成する材料からなる内側層と、外側面を形成する材料からなる外側層と、バリアー層を形成する材料からなる少なくとも一つの中間層とを有する。その中間層は、内側・外側層とは組成が異なる材料から成形されて、炭化水素の透過を妨げる。
(もっと読む)
ブロー成形機

【課題】加熱搬送路の構造を簡略化するとともに加熱搬送路の搬送トラブルを解決したブロー成形機を提供する。
【解決手段】加熱ステーション4は、N個のプリフォームPを第1の方向に並べて支持した加熱用搬送部材21を、前記第1の方向と直交する第2の方向Aに沿って複数個ならべて搬送する加熱用往路20aと、加熱用往路の下方であって、加熱用往路と平行に設けられた加熱用復路20bと、転送部5側に位置する加熱用往路の一端にて、加熱用往路から加熱用復路に向けて前記加熱用搬送部材を下降させる下降機構28と、加熱用往路の他端にて、加熱用復路から加熱用往路に向けて加熱用搬送部材を上昇させる上昇機構29とを含む。加熱用復路29は、加熱用往路に配列される加熱用搬送部材の数よりも少ない数の加熱用搬送部材を、第2の方向Aとは逆方向へ搬送して、加熱用復路に沿って搬送される加熱用搬送部材を放冷もしくは強制的に冷却する。
(もっと読む)
波形可撓管の製造方法及び波形可撓管
【課題】製作性と製品品質の向上を図った波形可撓管の製造方法、及び、波形可撓管を提供する点にある。
【解決手段】循環始端において順次に対向する分割成形型4,5が型合わせされて管壁成形面4a,5aが形成される接合状態に、循環下手側において接合状態から対向する分割成形型が順次に離隔する分離状態になりながら、循環始端部に配備されたダイス3の管壁成形用第1樹脂押出口Cから連続して筒状に押し出される未硬化状態の管壁成形用樹脂6Aを、分割成形型4,5の外部から吸引して管壁成形面Eに密着させることによって管壁1を形成し、ダイス3の隔壁成形用第2樹脂押出口Dから連続して押し出された未硬化状態の隔壁成形用樹脂6Bの一部を、第1樹脂押出口Cから押し出された管壁成形用樹脂6A内を大気圧に維持した状態で、管壁成形用樹脂6Bの一部に融着又は融合することで管壁内を区画する隔壁2を形成する。
(もっと読む)
延伸ブロー成形された容器を形成するための方法及び装置
本発明は、プラスチック容器のベース部分を形成するためのベースアセンブリ(100)に関する。ベースアセンブリは、ベースペデスタル(104)と、ベースペデスタルに取り付けられたベース型と、プラスチック容器の一部を再位置決めするためにベース型に対して第1の位置と第2の位置との間で可動なプッシュロッド(102)と、第1の位置と第2の位置との間でプッシュロッドを移動させるように適応された作動機構とを有する。  (もっと読む)
(もっと読む)
成形型移動式ブロー成形方法
【課題】ラベル、把手などのインモールド用の部品の装着機構などを組み込むのに適した二軸延伸ブロー成形装置を提案すること。
【解決手段】二軸延伸ブロー成形装置1の作業ステーション7およびブロー成形ステーション8では、回転盤46に一対のブロー金型41が搭載され、各ブロー金型41は作業位置61においてラベル4が装着される。ラベル4が装着されたブロー金型41は、回転盤46によってブロー成形位置14の直上まで移動する。ブロー成形位置14には、ブロー成形に適した温度状態のプリフォーム2が位置決めされて待機している。ブロー金型41を下降させ、その中にプリフォーム2を装着して、ブロー成形が行われ、外周面にラベル4が接着固定された容器3が成形される。ブロー金型41を移動させることにより、ラベル、把手などをインモールド成形可能な小型でコンパクトな二軸延伸ブロー成形装置を実現できる。
(もっと読む)
樹脂成形機
【課題】 樹脂成形機において、プリフォームの変形を防止し、正確な温度管理を行うと共に、確実に所定の位置に搬送する。
【解決手段】 射出成形ブロックとブロー成形ブロックとを備え、射出成形ブロックにおいて成形したプリフォームを移送アームの先端に設けたプリフォーム受取りコアに受け渡し、前記移送アームの回転によってプリフォームを前記ブロー成形ブロックに移送してブロー成形を行う樹脂成形機において、前記プリフォーム受取りコアが、前記プリフォームの内側形状とほぼ同様の形状を有するものとした。また、上記プリフォーム受取りコアの内部に、プリフォームを内側から昇温して所定の温度を維持するヒータを設けた。さらに、移送アームの基台に嵌挿した受取りコアの後端に棒受け板を設け、棒受け板と基台との間に復帰バネを介在させてプリフォーム受取りコアを移送アーム側に付勢した。
(もっと読む)
二軸延伸成形機
【課題】二軸延伸成形機の小型・コンパクト化および処理効率の向上を図ること。
【解決手段】二軸延伸成形機1の閉鎖形状をした搬送路6における第1の搬送路部分62の加熱部を経由している部分では、プリフォーム・キャリア・パレット7が搬送方向に向けて一列に配列された状態で搬送され、加熱部における各プリフォーム・キャリア・パレット7の送りピッチが、1個分のプリフォーム・キャリア・パレット7の搬送方向の長さによって規定され、加熱部から二軸延伸成形部に引き渡される各プリフォーム・キャリア・パレット7の送りピッチを加熱部における送りピッチよりも広くするための送り機構9を備えている。二軸延伸成形部では送りピッチが広がるので太径の成形品を成形でき、加熱部では、狭い送りピッチでプリフォームを搬送できるのでプリフォームの配列密度を高めて、加熱効率を改善でき、必要な搬送路を短くでき、装置を小型・コンパクト化できる。
(もっと読む)
11 - 20 / 21
[ Back to top ]