
国際特許分類[B29C51/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 多層プリフォームまたはシートを用いるもの (163)
国際特許分類[B29C51/14]に分類される特許
51 - 60 / 163
眼鏡フレームを製造するための方法および装置、ならびにそれを用いて作製される眼鏡フレーム

本発明は、プラスチックまたは複合材料からなるボード(T)から作製される眼鏡フレームを製造するための新規の方法であって、予め加熱された単層または多層ボード(T)を1つの湾曲面または互いに交差する2つの湾曲面(X、Y)で変形するための1つのステップを含み、前記変形ステップが、眼鏡フレームの形状を作成するためにボード(T)がフライス加工される前に行われる方法である。本発明の対象となる方法を実施するのに適した装置は、半型(S)と、半型(S)の上部開口を閉止するための要素(B)であって、変形可能なメンブレン(M)を有する要素(B)とを備え、前記空気空間(C)への空気(W)の注入により、前記変形可能なメンブレン(M)が伸張され、変形可能なメンブレン(M)が、ボード(T)を前記半型(S)に押し付け、それにより対応する形でボード(T)を変形する。 (もっと読む)
真空成型用シート

【課題】 三次元被覆成型品の表面にドラグラインを発生させず、耐熱外観性、生産性等に優れた真空成型用シートを提供すること。
【解決手段】 表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
真空成型用シート
【課題】 三次元被覆成型品の裏面凹凸によるエアー混入がなく、耐熱外観性等に優れた真空成型用シートを提供すること。
【解決手段】 表層にエンボス加工を施した表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、特定の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものであり、かつ表層フィルム(ア)に接着している面とは逆の面100に1以上の溝を有し、該溝は、該接着剤層の該逆の面の内側のみに存在して該接着剤層の側面まで通じてはいない溝、および該逆の面において側面まで通じている溝をさらに有することを特徴とする真空成型用シート。
(もっと読む)
多層シート、熱成形容器および易開封性包装体
【課題】易開封性および開封感触が安定し、耐熱性および開封面の外観が良好な容器、その容器を備えた包装体およびこれらの容器および包装体を構成する多層シートを提供する。
【解決手段】
多層シート20は、表面層21と、この表面層21と隣接する表下層22とを含んで構成されたシートであって、表面層21の厚み寸法は、1μm〜200μmであり、表面層21は、ポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂、およびスチレン系ポリマーを含んで構成され、これらポリプロピレン、ポリプロピレン系樹脂、ポリエチレン系樹脂およびスチレン系ポリマーの含有率は、それぞれ60wt%以上80wt%以下、1wt%以上10wt%以下、8wt%以上28wt%以下、4wt%以上14wt%以下であり、表下層22はポリエチレン系樹脂を含有し、このポリエチレン系樹脂の含有率は、5wt%以上50wt%以下である。
(もっと読む)
真空成型用シート
【課題】真空成型性、初期タック性、初期密着性に優れ、さらに三次元被覆成形品での耐熱接着性に優れた真空成型用シートを提供すること。
【解決手段】表層フィルム(ア)の下面に接着剤層(イ)を有する真空成型用シート1であって、表層フィルム(ア)が、例えばアクリル系樹脂フィルム(A)であり、かつ接着剤層(イ)が、下記の熱可塑性飽和共重合ポリエステル樹脂に、ポリイソシアネート1.5〜2.5当量を配合し硬化したものである真空成型用シート。熱可塑性飽和共重合ポリエステル樹脂:テレフタル酸20〜40モル%、イソフタル酸20〜40モル%およびアジピン酸25〜50モル%からなる酸成分と、1,4−ブタンジオール10〜50モル%および1,6−ヘキサンジオール50〜90モル%からなるグリコール成分とから構成される。
(もっと読む)
熱成形用防汚性シート、防汚性成形体およびその製造方法
【課題】熱成形法によって成形した場合でも長期間にわたって優れた耐擦傷性および改善された防汚性を発揮する熱成形用防汚性シートを提供すること。
【解決手段】上記熱成形用防汚性シートは、少なくとも基材層Aと、該基材層Aの表面に形成されたシリコーン樹脂からなる保護層とを有するシートであって、
前記基材層Aが結晶核剤を含有する結晶化度52%以上のポリプロピレン樹脂からなり、好ましくはさらに、前記基材層Aに対して前記保護層が形成された面と反対側に結晶化度52%未満のポリプロピレン樹脂からなる基材層Bを有する。
(もっと読む)
真空成形用化粧シート
【課題】被着体表面の凹凸形状を表面に再現することなく、鏡面性に優れる真空成形用化粧シートを提供することを目的とする。
【解決手段】非晶質ポリエステルフィルムからなる基材シート(A)と装飾層(B)から形成される印刷シート(E)と、非晶質ポリエステルフィルムからなる透明層(C)とが、接着層(F)を介して接着されてなる真空成形用の化粧シート(G)であって、化粧シート(G)の120℃における貯蔵弾性率(JIS K7244−1及び7244−4に準拠し、試験片の幅5mm、長さ20mのシートを開始温度25℃、終了温度150℃、昇温速度3℃/分、測定周波数10Hzの条件下にて測定した値)が700万以上であることを特徴とする、真空成形用化粧シート。
(もっと読む)
中空体の製造方法及び中空体
【課題】シートのドローダウンを防止し、真空成形性を向上させることが可能な中空体の製造方法を提供する。
【解決手段】少なくとも2枚の熱可塑性樹脂シート1からなる中空体の製造方法であって、所定方向に遊動可能な一対の金型部材2を有する金型を用い、両金型部材は空気の吸引が可能な成形面22と、それを包囲する外周部(フランジ)を有し、前記金型部材間に熱可塑性樹脂シートを積層して、供給する供給工程と、熱可塑性シートを加熱する加熱工程と、金型部材を相対的に近づけて、加熱された各熱可塑性樹脂シートを金型部材の外縁部21間で一緒に加圧して、各シートを外縁部一体化させる型締め工程と、成形面から空気を吸引しつつ、可塑性樹脂シート間に形成される空間31に空気を送り込み、成形面に対向する各熱可塑性樹脂シートを成形面に追従させ、所定形状に賦形する賦形工程と、を有し、熱可塑性樹脂シートは発泡シートであることを特徴とする。
(もっと読む)
積層パネルの組立及び成形
積層パネルを組み立て且つ成形する方法が提供される。中間部材が積層台に設置され、積層台の中間部材上に一連の層を載置することによって、積層体が組み立てられる。その後、中間部材及び積層体が積層台から取り外されて成形面に配置される。その後、積層成形パネルを形成するために積層体の形状を変化させる態様で、積層体が中間部材を介して成形面に対して押し付けられる。最後に、積層成形パネルが中間部材から取り外される。この結果、積層台は、組立中、可撓性のある中間部材を支持することができ、積層体が自動処理によって組み立てられるように、比較的平らにされることができる。 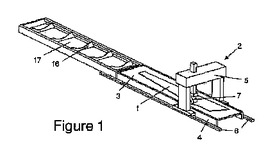 (もっと読む)
(もっと読む)
成型用ハードコートフィルム
【課題】高い表面硬度と成型性を兼ね備えた成型用ハードコートフィルムを提供する。
【解決手段】基材フィルムの少なくとも一方の面に塗布液を塗布硬化させてなるハードコート層を有する成型用ハードコートフィルムであって、前記塗布液が、3以上の官能基を有する電離放射線硬化型化合物と、1および2官能の電離放射線硬化型化合物とを少なくとも含み、前記塗布液に含まれる電離放射線硬化型化合物中の1および2官能の電離放射線硬化型化合物の含有量が5質量%以上95質量%以下である成型用ハードコートフィルム。
(もっと読む)
51 - 60 / 163
[ Back to top ]