
国際特許分類[B29C51/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 多層プリフォームまたはシートを用いるもの (163)
国際特許分類[B29C51/14]に分類される特許
31 - 40 / 163
深絞り成形用発泡シート、およびそれを用いてなる発泡容器
【課題】 酸素に対するガスバリア性及び防湿性に優れ、高倍率な深絞り成形・熱成形が可能な発泡シート、更にはそのシートを深絞り成形してなる発泡容器を提供する。
【解決手段】 少なくとも1層の酸素バリア層、少なくとも1層の防湿層、少なくとも1層の耐衝撃性補助層及びポリスチレン発泡シートが積層されてなる深絞り成形用発泡シートであって、酸素バリア層がエチレン単位及びビニルアルコール単位以外の構造単位(I)を0.1〜20モル%含む変性エチレン−ビニルアルコール共重合体を含有し、防湿層がポリプロピレンからなり、耐衝撃性補助層がハイインパクトポリスチレンからなることを特徴とする深絞り成形用発泡シートである。
(もっと読む)
ポリエステル系容器
【課題】ガスバリア性や風味保持性に優れ、かつ落下しても割れにくいポリエステル系容器を提供する。
【解決手段】ポリエステル(A)80〜98質量%と、メタキシリレンジアミン単位を70モル%以上含むジアミン単位とα,ω−脂肪族ジカルボン酸単位を70モル%以上含むジカルボン酸単位とを重縮合してなるポリアミド(B)20〜2質量%の少なくとも2成分を混合してなるポリエステル系樹脂組成物からなる層を有する単層もしくは該層を1層以上積層した多層構造を有しかつ熱成形法により得られるポリエステル系容器であって、ポリアミド(B)がポリエステル(A)中に分散しており、かつ容器胴部の表面を倍率1万倍でTEM観察をした際に観察される分散粒子の長軸方向における平均長さが1ミクロン以下であり、かつ長軸方向における平均長さが短軸方向における平均長さの1倍以上かつ2.5倍以下の範囲内であることを特徴とするポリエステル系容器。
(もっと読む)
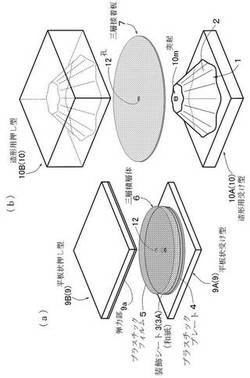
装飾シートサンドイッチ三層接着構成造形品の製造法
【課題】多層板製作時に投入した熱エネルギの残存分を利用してランプシェード等の成形処理時に消費されるエネルギ量の低減が図られるようにする。
【解決手段】加熱可能な平板状受け型9Aの上に所定の展開形状の輪郭を与えたプラスチックプレート4を載せ、その上面に接着剤層を挟んで装飾シート3を載せ、その装飾シートの上に接着剤層を挟んでプラスチックフィルム5を載せて三層積層体6とし、三層積層体6を加熱押圧して三層接着板7を成形する。そして、成形直後の軟化している三層接着板7の中心に予め設けておいた孔12を造形用受け型10Aの頂部中心に設けた突起10mに嵌め、接着剤の溶融熱を保有した状態の三層接着板7を造形用受け型10Aに位置決めして、その三層接着板に造形用押し型10Bを被せて加圧し、その三層接着板7を残存保有熱で変形させることによって造形品を製作する。
(もっと読む)
自己修復層付積層体及び成形体
【課題】自己修復性、耐擦傷性に優れ、かつ伸長性が高く真空成形やインモールド成形に適性を有する自己修復層付積層体とそれを用いた成形体を提供する。
【解決手段】樹脂基材の少なくとも一方の面に、応力緩和層と自己修復層とをこの順で積層した自己修復層付積層体において、該自己修復層は少なくとも軟質合成樹脂から構成され、該自己修復層に接する該応力緩和層のナノインデンテーションによる硬度Hが、自己修復層のナノインデンテーションによる硬度Hと同等または低いことを特徴とする自己修復層付積層体。
(もっと読む)
熱成型に使用されるポリオレフィン系樹脂積層発泡シート及びそれを使用した熱成型物品

【課題】剛性や耐衝撃性が向上し、発泡層の表面の触感や外観も改良された、自動車用内外装材に適した発泡シートの提供。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、各層は以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有する、ポリオレフィン系複合樹脂組成物層であり、該組成物のMFRが0.2〜20g/10分である(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、連続気泡率が30%以下である(C)10〜500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下であり、MFRが30g/10分以下である。
(もっと読む)
熱成型用のポリオレフィン系樹脂積層発泡シート及びそれを用いた熱成型物品
【課題】剛性や耐衝撃性などの物性が向上され、発泡層の表面の触感や外観も改良された、自動車用内外装材や部品材料を製造する方法を提供する。
【解決手段】(A)/(B)/(A)/(C)/(D)の層構成を有し、各層はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材と、ポリオレフィン系熱可塑性樹脂を含有する、ポリオレフィン系複合樹脂組成物層であり、複合樹脂組成物のMFRが0.2〜20g/10分である。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍で、190℃におけるメルトストレングスが5g以上である。(C)10〜1,500μmの厚みを有す発泡エラストマー層であり、発泡倍率が1.2〜3倍であり、デュロ硬度Aが90以下である。(D)10〜500μmの厚みを有すエラストマー層であり、デュロ硬度Aが90以下である。
(もっと読む)
ポリオレフィン系樹脂積層発泡シートからなる熱成型用シート及びそれを使用した熱成型物品
【課題】ポリオレフィン系樹脂発泡材料を用いて、剛性や耐衝撃性などの物性が向上され、表面の触感や外観も改良された、自動車用内外装材や部品材料を生産性よく製造する。
【解決手段】(C)/(A)/(B)/(A)の層構成を有し、(A)と(B)と(C)はそれぞれ以下の条件を満たし、共押出しにより積層成形された熱成型用の積層発泡シート。(A)無機系充填材を5〜55重量%、ポリオレフィン系熱可塑性樹脂を95〜45重量%含有し、MFRが0.2〜20g/10分である複合樹脂組成物層。(B)発泡剤を含有させて発泡させたポリオレフィン系樹脂層であって、発泡倍率が1.5〜6倍、連続気泡率が30%以下、MFRが0.5〜10g/10分、190℃におけるメルトテンションが5以上である。(C)層の合計厚みに拘わらず、10〜500μmの厚みを有すエラストマー層であり、デュロ硬度が90以下、MFRが30g/10分以下である。
(もっと読む)
オーナメント付熱可塑性樹脂シートの成形方法及び成形用型
【課題】オーナメントの表面が熱可塑性樹脂シートの表面より凹むように、オーナメントが付着した熱可塑性樹脂シートをシボ付け真空成形等することができるようにすることを目的とする。
【解決手段】高さ調整兼保護材38が表面15側に一時的に付着したオーナメント12を通気性成形型の一部25の型表面に配置させる工程と、通気性成形型の型表面に密着するように熱可塑性シート18をシボ付け真空成形する成形工程と、成形工程後にオーナメント12から高さ調整兼保護材38を取り外す工程とを含み、もって成形後にオーナメント12の表面15が熱可塑性樹脂シートの表面よりも凹んだところに位置するようにすることを特徴とするオーナメント付熱可塑性樹脂シートの成形方法。
(もっと読む)
真空成型用シート
【課題】 真空成型性、初期タック性、初期密着性に優れ、三次元被覆成形品での耐熱接着性に優れた真空成型用シートを提供する。
【解決手段】 表層フィルム(ア)の下面に接着剤層(イ)を有し、(ア)が、例えばアクリル系樹脂フィルム(A)であり、(イ)が、下記の熱可塑性飽和共重合ポリエステル樹脂100質量部に、含窒素複素環化合物0.1〜5.0質量部、タルク2〜15質量部を配合し、かつ該熱可塑性飽和共重合ポリエステル樹脂に対しポリイソシアネート0.5〜2.0当量を配合し硬化した真空成型用シート。該ポリエステル樹脂:テレフタル酸40〜70モル%、セバシン酸30〜60モル%からなる酸成分と、1,4−ブタンジオール40〜90モル%、エチレングリコール10〜60モル%からなるグリコール成分とから構成される。
(もっと読む)
変色性成形体の製造方法
【課題】 成形体表面に設けた多孔質層の耐擦過性に優れ、繰り返しの実用性を満たす変色性成形体を得るための製造方法を提供する。
【解決手段】 熱可塑性樹脂シート2表面に、低屈折率顔料をバインダー樹脂に分散状態に固着させた、吸液状態と非吸液状態で透明性を異にする多孔質層3を設けた変色性シートを、加熱して軟化させて成形用金型上に配置し、その表裏に気圧差を与えて変色性シートを成形用金型に押しつけ、冷却固化させた後、金型から離型して得られる変色性成形体1の製造方法。
(もっと読む)
31 - 40 / 163
[ Back to top ]