
国際特許分類[B29C55/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 延伸による成形,例.ダイを通して引き抜くもの;そのための装置 (2,429) | 板またはシートの (2,215) | 多軸延伸 (838) | 二軸延伸 (835) | 逐次二軸延伸 (230)
国際特許分類[B29C55/14]に分類される特許
171 - 180 / 230
熱可塑性フイルム、熱可塑性フイルムの製造方法、熱可塑性フイルムの製造装置、並びに、偏光板、液晶表示板用光学補償フイルム、反射防止フイルム及び液晶表示装置
【課題】表面の品質を向上させると共に、例えば液晶表示素子の位相差膜等に使用した場合に、縦すじがなく、液晶の表示むらも低減させる。
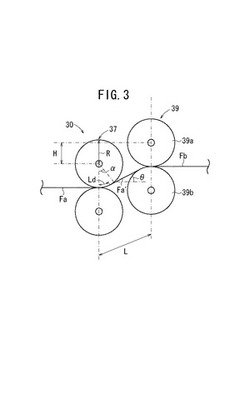
【解決手段】第1ニップロール37と第2ニップロール39を用いて、0.01を超え、0.3未満の縦横比で未延伸フイルムFaを縦延伸する際に、第1ニップロール37と第2ニップロール39の直径をRとしたとき、ニップロール37及び39間を搬送される熱可塑性フイルムFa’が、いずれかのニップロールと接触する際のラップ角度が1°以上、60°以下にして行う。また、いずれかのニップロールと熱可塑性フイルムFa’との接触距離が0.01R以上、0.5R以下にする。
(もっと読む)
二軸延伸熱可塑性樹脂フィルムの製造方法及び光学フィルム用ベースフィルム

【課題】製膜時に発生した段状ムラを横延伸工程において効果的に改善することができる。
【解決手段】本発明は、二軸延伸熱可塑性樹脂フィルムの製造における縦延伸工程において、縦延伸温度がTg℃以上Tg+30℃以下であるとともに、縦延伸倍率が2.8倍以上3.5倍以下であり、かつ、縦延伸工程を経た熱可塑性樹脂フィルムの結晶化度が5%以上20%以下であるとともに、厚みムラが15%以下となる条件で行う。
(もっと読む)
二軸延伸熱可塑性樹脂フィルムの製造方法及び光学フィルム用ベースフィルム
【課題】得られたフィルム厚みの均一化を図ることができ、偏光ムラがない高品質なフィルムを製造することができる二軸延伸熱可塑性樹脂フィルムの製造方法及び光学フィルム用ベースフィルムを提供することを目的とする。
【解決手段】縦延伸工程での縦延伸倍率Xが2.8倍以上3.5倍以下、横延伸工程での横延伸倍率Yが3.8倍以上4.8倍以下の範囲であって、且つ、テンター28内における横延伸工程での熱可塑性樹脂フィルムの温度をT℃とし、熱可塑性樹脂フィルムのガラス転移温度をTg℃としたときに、次式:X≧0.25Y+2.0+(T−(Tg+50))/400、を満たすことを特徴とする二軸延伸熱可塑性樹脂フィルムの製造方法。
(もっと読む)
光学用フィルム製造方法
【課題】フィルム品質を悪化させることなく、フィルム破断発生率の極めて低い運転が可能となる光学用フィルムの製造方法、及び、それらを実現するための製造装置を提供する。
【解決手段】非晶性の熱可塑性樹脂フィルムを縦延伸した後に横延伸する逐次二軸延伸による光学用フィルムの製造方法であって、横延伸工程において熱可塑性樹脂フィルムを幅方向に変形する際に、熱風を熱源としたテンターを用いる製造方法において、送り側のフィルム固定具と返り側のフィルム固定具との間に仕切板1を設置し、且つ、仕切板1を調整することでフィルム固定具に当たる熱量を調整し、光学フィルムを製造する。
(もっと読む)
包装体
【課題】被覆された熱収縮性フィルムからなるラベルの引き裂き具合が良好な包装体を提供する。
【解決手段】ラベル形成用の熱収縮性ポリエステル系フィルムは、主収縮方向が長手方向になっている。そして、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率、80℃の温水中で長手方向に10%収縮させた後の幅方向の直角引裂強度、80℃の温水中で長手方向に10%収縮させた後にエルメンドルフ引裂荷重を測定した場合におけるエルメンドルフ比、40℃65%RHの雰囲気下で700時間以上エージングした後の自然収縮率が、それぞれ、所定の範囲となるように調整されている。
(もっと読む)
セルロースアシレートフイルム及びその製造方法、並びに、偏光板、液晶表示板用光学補償フイルム、反射防止フイルム及び液晶表示装置
【課題】環境湿度の変動によるRe、Rthのフィルム面内のばらつき(分布)が小さく、且つ、湿熱寸法変化が小さく、液晶表示装置に使用した際、環境湿度が変化したときの表示むらが発生し難いセルロースアシレートフイルムを提供する。
【解決手段】可塑剤を1質量%〜25質量%含む下記組成のセルロースアシレートフイルムを、予熱温度>延伸温度で、且つ、予熱ゾーン長/延伸ゾーン長=0.1〜10で横延伸する。0≦X≦2.5、2.1≦X+Y≦3.0(X:アセチル基の置換度、Y:プロピオニル基、ブチリル基、フタロイル基から選ばれた1種以上の基の置換度)また、横延伸後に、延伸温度>熱固定温度で、且つ、熱固定ゾーン長/延伸ゾーン長=0.1〜10で熱固定する。
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルムロール、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好な実用性の高いポリエチレンテレフタレート系樹脂フィルムロールを提供する。
【解決手段】巻取方向と45度の角度方向の屈折率と直交する屈折率との差Δnabが0.015以上0.060以下であって、長手方向の180℃で30分の熱収縮率HS180が0.7%以上1.5%未満であって、幅方向でのHS180の差異(熱収縮差)が0.15%以下であることを特徴とするポリエチレンテレフタレート系樹脂フィルムロールおよびその製造方法。
(もっと読む)
直線カット性ポリアミド系熱収縮積層フィルム及びその製造方法
【課題】
優れた直線カット性を有すると共に、高熱水収縮性や良好な厚み精度、さらに優れたガスバリア性を有し、例えば食品、薬品、工業製品等の包装袋の基材フィルムとして好適に使用できる、直線カット性ポリアミド系熱収縮積層フィルム及びその製造方法を得る。
【解決手段】
脂肪族ポリアミド重合体(A)を55〜79質量%と、芳香族ポリアミド重合体(B)を21〜45質量%とを含む(a)層と、ガスバリア樹脂(C)を90〜100質量%含む(b)層とをそれぞれ少なくとも一層有する積層フィルムであり、直線カット性(MDに直線を引き、200mm裂いたときの直線からのズレ量の絶対値)が5.0mm以下、95℃×5分における熱水収縮率がフィルムの流れ方向(MD)、フィルムの幅方向(TD)ともに15%以上、フィルムの幅方向(TD)の厚み変動率が平均厚みの10%以下であり、さらに25℃×50%RHの条件下における酸素透過率が30fmol/(m2・sec・Pa)以下であることを特徴とする直線カット性ポリアミド系熱収縮積層フィルム。
(もっと読む)
離型用ポリエステルフィルム
【課題】小型化に適した、加工特性が良く品質の良い成形体を成形することが出来る離型用ポリエステルフィルムを提供する。
【解決手段】平均1次粒子径が600〜1500nmの不活性粒子を含有し、少なくとも片面の表面の中心線平均粗さSRaが25〜35nm、十点平均粗さSRzが1000nm以下であり、300nm以上700nm未満の表面突起個数が200個/mm2以上、700nm以上の表面突起個数が10個/mm2以下である離型用ポリエステルフィルムである。
(もっと読む)
ポリエステル樹脂フィルムの製造方法、およびこの製造方法により製造されたポリエステル樹脂フィルム、反射防止フィルム、拡散フィルム
【課題】厚みムラの発生を抑制したポリエステル樹脂フィルムの製造方法、この製造方法により製造されたポリエステル樹脂フィルムを提供する。
【解決手段】ポリエステル樹脂をシート状に溶融押出しし、キャスティングドラム12上で冷却固化した後、縦方向に縦延伸を、続いて横延伸装置30を通過させることにより横方向に横延伸を、行うポリエステル樹脂フィルムの製造方法において、前記縦延伸後のフィルムの結晶化度をXc(%)、前記縦延伸後のフィルムの結晶化温度をTc(℃)、前記横延伸装置の延伸ゾーン入口でのフィルム表面温度をTs(℃)、前記横延伸装置の延伸ゾーン出口でのフィルム表面温度Te(℃)が以下の式を満たすことを特徴とするポリエステル樹脂フィルムの製造方法である。
Tc≦(Ts+Te)/2+2.66Xc≦Tc+60 ・・・(1)
2≦Xc≦30 ・・・(2)
(もっと読む)
171 - 180 / 230
[ Back to top ]