
国際特許分類[B29C65/72]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 複合工程による接合,例.溶接と縫製 (21)
国際特許分類[B29C65/72]に分類される特許
1 - 10 / 21
自動車用外装品の仮固定構造
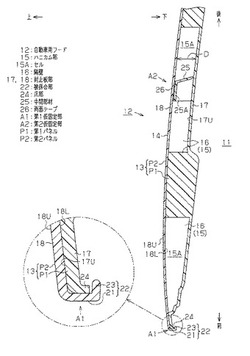
【課題】接着剤の硬化中であっても次工程への移行を可能にし、製造時間の短縮を図る。
【解決手段】第1仮固定部A1は、第2パネルP2に設けられた被係合部22と、第1パネルP1に設けられて被係合部22に係入される爪部24とを備え、その係入により、両封止板部17,18の間隔が変化する方向への両パネルP1,P2の変位を規制する。第2仮固定部A2は、両パネルP1,P2間に、第1パネルP1に一体に設けられた中間部材25を備え、第2パネルP2を第1パネルP1側へ引き寄せた状態で、中間部材25を第2パネルP2に係止させる。第3仮固定部は、両パネルP1,P2間で互いに接触している箇所同士を超音波溶着で直接結合することにより形成される。
(もっと読む)
中空構造板及びその製造方法

【課題】特定位置に任意の厚さの薄板部を形成することが可能な中空構造板及びその製造方法を提供する。
【解決手段】マトリクス状に中空状の凸部2a,3aが形成された熱可塑性樹脂シート2,3の両側に、熱可塑性樹脂からなる1対の表面材5,6を積層し、更に必要に応じて表面材5,6の一方又は両方に面材を貼付したものの特定領域に、切り込み7を形成する。そして、この切り込み7を境に一方の領域を押圧して薄板部10を形成し、切り込み7を境界として厚板部と薄板部10とが設けられている中空構造板とする。また、その際、切り込みを形成する工程及び押圧する工程を常温で行う。
(もっと読む)
環状浮玉の製造方法および環状浮玉
【課題】水洗トイレなどに使用される、プラスチックの中空成形体による環状浮玉を製造する方法および環状浮玉を提供する。
【解決手段】二つのプラスチック半割成形体3を接合して環状浮玉1を製造する方法において、中心部には管状貫通孔41が設置され、外周部には上下両方向に張り出すフランジ42と、該上下フランジ42の外側中央全周に接合樹脂充填溝43とが設置され、さらに該接合樹脂充填溝43と前記管状貫通孔41とを連結する接合樹脂注入路44が設置され、かつ前記フランジ42の外面と管状貫通孔41の内面とは、プラスチック半割成形体3の内面に嵌合可能にされている中板4を、二つのプラスチック半割成形体3の内部に配置し、この両半割成形体3の外周接合部31と中板4の接合樹脂充填溝43とが合致するように嵌合し、金型内に配置し型締めした後、溶融接合樹脂を環央孔2より充填し、硬化ることを特徴とする環状浮玉1の製造方法。
(もっと読む)
トルクロータ及びその製作方法
【課題】トルクロータの製作において、締結構造の具備のためのプラスチック射出成形工程によって、プラスチックがヨークとマグネットとの間に流入してマグネットの真円を悪化させ、温度膨張係数の差によりマグネットが破損し、ヨークとマグネットとが互いに空回りすることを防止する。
【解決手段】N極とS極が交互に反復され、磁力を形成するマグネット320と、前記マグネットの内周面に挿入されるヨーク310、及び前記ヨークの内周面に挿入されるチューブ330を含んで構成され、かつ前記マグネットとヨークは回転時に空回りすることを防止する固定部が備えられている。
(もっと読む)
超音波溶着装置及び溶着体の製造方法
【課題】溶着する領域の形状によらず、超音波溶着を可能とする。
【解決手段】超音波溶着装置1においては、搬送ローラ13a、l3bによりシートS1及びシートS2を搬送するとともに互いに積層させてから、インクジェットヘッド14によりシートS1の上面に紫外線硬化性のインク滴を吐出して、溶着領域A1にインク滴I1を着弾させるとともに、印刷領域S2にインク滴I1よりも高さの低いインク滴I2を着弾させる。そして、インク滴I1、I2が着弾したシートS1、S2を溶着ホーン16aと受け台17とによって挟み込んで押圧しながら、溶着ホーン16aを超音波振動させることによって、シートS1とシートS2とをインク滴I1が着弾した溶着領域A1と対向する部分において互いに溶着させる。そして、互いに溶着されたシートS1、S2がカッター18により切断されて、溶着体Pとなる。
(もっと読む)
防水ケースの水密構造
【課題】上カバーと下カバーとを互いの周縁で合わせた状態で、周縁の全周にわたって双方の周縁を互いに接合して内部が水密に密閉される防水ケースを作成する際に、両カバーの周縁にフランジ状のリブを全周にわたって形成すると共に、このリブの合わせ面に、接着剤が塗布される接着領域と、レーザ光により溶着される溶着領域とを内外2重の環状に設けると、接着領域の接着剤が溶着領域にはみ出して、レーザ光を照射してもリブが充分に溶融せず、溶着が不完全になる恐れがある。
【解決手段】接着領域と溶着領域との間に、接着領域から溶着領域への接着剤の侵入を防止する接着剤溜まり6を設けた。
(もっと読む)
繊維強化プラスチック製リンク構造体の製造方法、およびリンク構造体
【課題】所定の耐久性を有するリンク構造体の製造方法を提供すること。
【解決手段】リンク構造体の製造方法において、(A)繊維強化プラスチック本体8を成形する、(B)金属取付座9を作製する、(C)前記金属取付座を前記繊維強化プラスチック本体に接着する、(D)駆動部品が取り付けられる構造にするために、前記(C)の工程を経て接着された前記金属取付座と前記繊維強化プラスチック本体とを加工する工程を有し、前記(D)の工程は、前記金属取付座を、該金属取付座の軸線に対し凹凸構造に加工する工程、および/または、前記繊維強化プラスチック本体と前記金属取付座に、前記金属取付座に貫通穴を加工する工程と、前記繊維強化プラスチック本体と前記金属取付座に、前記金属取付座の軸線から略等距離になる箇所に貫通穴を加工する工程を有してなり、かつ、貫通穴を加工をする際には、前記繊維強化プラスチック本体側から加工をすること。
(もっと読む)
廃棄物被覆用のキャッピングシートおよびその製造方法
【課題】本発明は、防水透湿性及び耐候性を有すると共に、接合部の防水性及び接合強度にも優れる廃棄物被覆用のキャッピングシート及びその製造方法を提供する。
【解決手段】複数の防水性シートと、前記複数の防水性シートを縫製加工により接合してなる接合部とを有する廃棄物被覆用のキャッピングシートであって、
前記複数の防水性シートの少なくとも一部は、防水透湿性シートが、第1繊維シートと第2繊維シートの間に積層一体化されてなる少なくとも3層の積層構造を有する防水透湿性積層体であって、
前記接合部の耐水度水位が30cm以上、接合強度が350N/5cm以上であることを特徴とする廃棄物被覆用のキャッピングシート。
(もっと読む)
繊維強化樹脂補強鋼板の製造方法及び繊維強化樹脂補強鋼板
【課題】少ない工程で短時間に製造することができる繊維強化樹脂補強鋼板の製造技術を提供することを課題とする。
【解決手段】鋼板12に繊維強化樹脂を貼り合せて補強した繊維強化樹脂補強鋼板の製造方法において、硬化させる前の未硬化繊維強化樹脂11の少なくとも一面に鋼板12を貼合せ未硬化樹脂鋼板13を得る工程と、得られた未硬化樹脂鋼板12を所定の形状に成形する工程と、未硬化樹脂鋼板13に被溶接材を載せ、この被溶接材と鋼板12とで未硬化繊維強化樹脂11を挟んだ形態で被溶接材を鋼板12に溶接する工程と、得られた溶接物を硬化させる工程とからなることを特徴とする。
【効果】未硬化樹脂鋼板を所定の形状に加工する。繊維強化樹脂が未硬化であるため、1の工程で繊維強化樹脂及び鋼板を成形することができる。工程数を削減することができ繊維強化樹脂補強鋼板を短時間で製造することができる。
(もっと読む)
曲面パネルの施工方法
【課題】曲面パネルを構造物の曲面部に対して良好に取り付けられる曲面パネルの施工方法を提供する。
【解決手段】曲面パネル1の四隅および中間の適宜箇所に孔を形成し、曲面パネル1の裏にスペーサーを設けて構造物Tの曲面部T1との間で間隔を確保し、曲面パネル1を、貼付部材あるいは差込式止め金具を用いて構造物Tの曲面部T1に対して仮固定を実施し、曲面パネル1に形成した孔を介してナットで曲面パネル1を構造物Tの曲面部T1に対して固定し、曲面パネル1と構造物Tの曲面部T1との隙間に接着材を充填して実施する。
(もっと読む)
1 - 10 / 21
[ Back to top ]