
国際特許分類[B29C65/82]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 予備成形品の接合;そのための装置 (2,914) | 接合部の検査 (39)
国際特許分類[B29C65/82]に分類される特許
11 - 20 / 39
磁歪材料を含む接着により結合された接合部における歪みの測定
接着により結合された接合部の歪みを感知することが、接合部に歪み波を誘導すること、及び接合部における局所的磁気特性の変化を感知することを含んでいる。 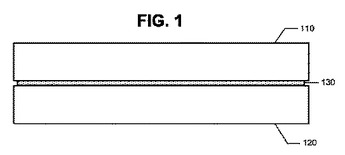 (もっと読む)
(もっと読む)
樹脂部品の結合構造
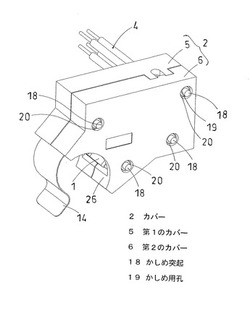
【課題】かしめ部を目視検査により容易に管理することができる樹脂部品の結合構造を提供する。
【解決手段】樹脂部品の結合構造は、かしめ突起18を立設した樹脂製の第1のカバー5と、かしめ突起18が挿通するかしめ用孔19を形成した第2のカバー6とを備える。かしめ突起18を、かしめ用孔19に挿通した状態でカバー同士を当接させ、かしめ突起18の先端を潰して、かしめ用孔19の径よりも大きくしたかしめ部とすることにより、カバー同士を固定する。第2のカバー6の、かしめ部と当接する面を正面から見て、その面にかしめ用孔19と同軸の円または円弧となるラインがあり、このラインをかしめ部の直径の良否判定基準としている。
(もっと読む)
水中溶着部の品質確認方法

【課題】水中接合作業においてその接合部の遮水性能の品質確認ができ、工期の短縮、工費の節減が可能となり、かつ遮水性能に対して信頼性を高められる水中溶着部の品質確認方法を提供する。
【解決手段】水中溶着は、2枚の遮水シート10,11のうち、金属体13のU字形の奥部側の端部からこれとは反対側の開口側の端部へ低速度で加熱コイル部17を移行させることで行われる。水中溶着中、第1電極50aと第2電極51aとの間で形成された電気回路のインピーダンスを測定する。この測定値から2枚の遮水シート10,11の溶着部分の溶着状態の確認が行われる。
(もっと読む)
ラミネート物の厚みの検知機能を具えたラミネーター
【課題】本発明はラミネート物の厚みの検知が可能なラミネーターを提供する。
【解決手段】ラミネート作業を行うのに先立ち、ラミネーターがラミネート物の厚みを検知し、さらに加熱ロールの温度や回転速度を調整することができる。
(もっと読む)
合成樹脂組立品の製造方法
【課題】 2つの合成樹脂部品を溶着した後に簡便且つ確実な方法により溶着度を判定して、溶着度に関する検査工数を低減するとともに溶着不良の合成樹脂組立品を確実に排除すること。
【解決手段】 インクジェットヘッドに供給されるインクを貯留可能な合成樹脂製のバッファタンクに、頂部25a,26aの位置がバッファタンクの丘部20とフィルム22との溶着面20aよりも低く且つ頂部25a,26aの位置が互いに異なる2つの凸部25,26を形成し、丘部20の溶着面20aにフィルム22を溶着してから、2つの凸部25,26の各々について、その頂部25a,26aがフィルム22と溶着したか否かに基づいてバッファタンクとフィルム22との溶着度を判定する。
(もっと読む)
レーザ溶着ユニット及びレーザ溶着方法
【課題】樹脂溶着ユニットの外観を損なうことなく、レーザ溶着加工済みか否か及び所定の溶着強度を有するか否かを外観から判定し得ることを提供する。
【解決手段】レーザ光透過性樹脂からなる第1の部材1とレーザ光吸収性樹脂からなる第2の部材2との重畳部2bに第1の部材側からレーザ光Lを照射し、樹脂溶着により相互に接合する。第1の部材においてレーザ光の照射範囲の一部に開口1aを有し、この開口内に第2の部材が膨出することで溶着判別部位が構成される。
(もっと読む)
樹脂溶着方法及び樹脂溶着装置
【課題】樹脂溶着体の溶着強度の低下を抑制する。
【解決手段】レーザ光を吸収し且つレーザ光が照射されることで発光する吸収材2を樹脂板M1,M2の間に介在させる。吸収材2の発光強度が所定範囲内となるように吸収材2にレーザ光を照射する。そして、このレーザ光の吸収で吸収材2にて発生した熱により、樹脂板M1,M2を溶着して樹脂溶着体Pを製造する。ここで、樹脂板M1,M2の引張強さが吸収材2の発光強度の増加に随伴するように増加され、発光強度が所定範囲内となるときには十分な引張強さが確保される。
(もっと読む)
樹脂溶着品の製造方法
【課題】レーザ溶着される樹脂部材間の隙間の大きさに関する簡易かつ適正な評価を通じてリーク経路が生じるようなレーザ溶着の実行を未然に防ぐことのできる樹脂溶着品の製造方法を提供する。
【解決手段】樹脂溶着品として磁気センサを製造の対象とする場合、光透過性樹脂からなるキャップ部20のフランジ21と光吸収性樹脂からなるセンサ本体10の継ぎ手部13とを接合した状態でキャップ部20のフランジ21側からレーザ光を照射することによりそれら樹脂を溶融させてその溶着を図る。ここでは特に、レーザ光の照射による溶着に先立ち、フランジ21と継ぎ手部13との間の隙間の大きさをそれらを所定の圧力にて圧接した状態でのリーク検査によるリーク度合いをもって計測する。その計測の結果、リーク度合いが規格範囲にあることを条件に、レーザ光の照射による溶着を実行する。
(もっと読む)
樹脂製プーリの接合強度評価方法
【課題】軸受の外輪の外周面に樹脂製のプーリ本体をインサート成形した樹脂製プーリにおける、前記軸受と前記プーリ本体との間の接合強度を評価する方法を提供する。
【解決手段】軸受の外輪の外周面に樹脂製のプーリ本体をインサート成形した樹脂製プーリを、前記軸受の酸化温度において加熱する加熱工程と、前記加熱工程を施した前記外輪の前記外周面の酸化による変色に基づいて、前記軸受と前記プーリ本体との接合強度を判定する。
(もっと読む)
袋口のシール試験機
【課題】実際の間欠回転テーブル式袋詰め包装機の機種に関連付けられたシール条件でシール試験を行い、良好なシールが行えるシール条件を容易に得て、間欠回転テーブル式袋詰め包装機の機種の選定が迅速かつ確実に行えるようにする。
【解決手段】グリッパー12と、袋を把持したグリッパー12を間欠移動させるサーボモータ3と、移送経路に沿って等間隔に配置され、袋口を挟む熱板18,19(冷却板24,25)とそれを開閉させるエアシリンダ21を有する第1〜第3シール装置6〜8と、サーボモータ3及びエアシリンダ21を制御する制御装置を備えたシール試験機。単位時間あたりの処理袋数とインデックス装置の割付角を設定し、それに基づいて算出した移送時間T1と停止時間T2に基づいてサーボモータ3の駆動を制御する。各シール装置について設定されたシールタイミングに基づいてエアシリンダ21の駆動を制御する。
(もっと読む)
11 - 20 / 39
[ Back to top ]