
国際特許分類[B29K105/20]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 成形品の条件,形態または状態 (5,244) | 補強材,充填材または挿入物を有するもの (2,753) | 挿入物 (634)
国際特許分類[B29K105/20]の下位に属する分類
金属製の (246)
国際特許分類[B29K105/20]に分類される特許
381 - 388 / 388
装飾製品の金型内ラミネーション
装飾層1、バッキング層3、及び非常に優れた“深みのあるイメージ”を提供するクリアー外層5を有している装飾用熱可塑性配合材の製造方法に関する。バッキング層3をクリアー外層5の背面、且つ薄い箔、フィルム、ファブリック、又はベニヤ材1の上面にバッキング層3を射出成形することにより、広範囲に渡る装飾パターンを有している装飾用アップリケ又は保護用アップリケを形成することができる。  (もっと読む)
(もっと読む)
インサート部材を有するモールド部材及びその製法
冷熱時の樹脂内部の収縮応力及び歪みを吸収して緩和することが出来る、インサート部材付きのモールド部材を提供するために、樹脂で形成されるモールド部材本体と、前記モールド部材本体に金属,セラミックス,樹脂、あるいはこ
れらの材料を組み合わせた複合材料からなる部品がインサートされている樹脂モールド部材において、インサート部材の外周、少なくとも角部,突起部,段差部の近傍に空隙を設けると同時に、インサート部材の外周部に空隙無くモールド樹脂とインサート部材を連続モールドした個所も合わせて形成されている構成とした。容易な製造方法で、冷熱耐久におけるインサート部材と樹脂の線膨張係数の差から発生する樹脂のクラックを回避しうる、高信頼インサート部材付きモールド部材を実現できる。
(もっと読む)
一体弾性支持体を製造する方法と該方法によって得られる支持体
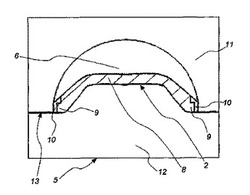
一体弾性支持体、たとえば椅子の座部、背もたれ、ひじ掛け、自転車サドル、乗物のシート、その他を製造する方法であって、
a)所定の形状と構造とを有する殻(2)を製造し、
b)少なくとも一つの内部キャビティ(6)を有し、該キャビティを開放状態から閉鎖状態まで動かすことができる金型(5)を用意し、
c)少なくとも一つの発泡性樹脂と前記殻(2)とを前記金型(5)の内部キャビティ(6)に導入し、
d)前記樹脂を発泡させて充填材層(3)を生成させて、該充填材層(3)が殻(2)と接合して単一のアセンブリ(7)となるようにし、
e)該アセンブリ(7)を金型(5)から取り出す、
各ステップから成る方法。
さらに詳しく言うと、前記殻(2)は、周囲へり(9)を有する本体(8)を製造する第一のステップa1)と、前記周囲へり(9)に隣接するシール要素(10)を製造する第二のステップa2)とによって製造され、前記周囲へり(9)の近傍において、前記殻(2)と前記内部キャビティ(6)との間の空隙が実質的にふさがれ、発泡性樹脂が発泡したときのバリの形成が防がれる。
(もっと読む)
金型内で予備成形体を形成するための装置および方法
繊維予備成形体を形成する装置および方法は成形支持面上に繊維および結合材を分散し、それにより、材料が調整された後に成形支持面に対して塗布され、この成形支持面において複合材料が凝固する。繊維等の補強材料が熱可塑性材料または熱硬化性材料等の結合材と混合され、それにより、材料同士が付着する。その後、制御された所定の重量割合で粘着性混合物が支持面上に分散され、この支持面において、混合物が支持面に付着して冷却し凝固する。堆積された混合物は、繊維間に隙間を有するオープンマットになることができる。また、堆積された混合物は、完全に凝固する前に、最終的な所望の形状へと更に成形することができる。この方法によれば、溶媒の必要性およびそれに伴う問題が排除される。プロセスは、補強材料を所定位置に保持するための真空システムまたはプレナムシステムを必要としない。予備成形体は、部位や非対称形状を含む任意の形状に形成することができ、また、コンポジット成形品へと処理される間において金型内に残存することができる。 (もっと読む)
液体射出成形を用いた電子部品の製造方法
電子部品を製造する方法は、半導体デバイスをオーバーモールドするための液体射出成形方法を含む。液体射出成形方法は、i)開いたモールド内に半導体デバイスを置くこと、ii)モールドを閉じて、モールドキャビティを形成すること、iii)モールドキャビティを加熱すること、iv)モールドキャビティ内に硬化性液体を射出成形して、基板上に半導体ダイをオーバーモールドすること、v)モールドを開け、且つステップiv)の製造物を取り除くこと、及び任意に、vi)ステップv)の製造物をポストキュアさせることを含む。半導体デバイスは、ダイ装着接着剤によって基板に装着される集積回路を有し得る。
 (もっと読む)
(もっと読む)
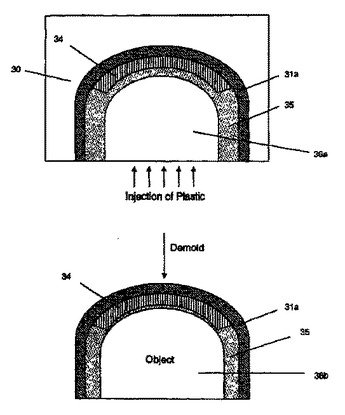
埋込ディスプレイパネルを有する物品のインモールド製造
本発明は上面に埋め込まれたディスプレイパネルを有する物品およびその製造方法に関する。
 (もっと読む)
(もっと読む)
フィルムインサート成形されるRFIDタグを有する部品ハンドリングデバイス
半導体及び細心の注意を要する電子部品の処理及びハンドリング業界において利用されるハンドラ、トランスポータ、キャリア、トレイ及び類似のハンドリングデバイスの成形工程に薄い可撓性のRFIDタグを含めるためのシステム及び方法。所定のサイズ及び形状のRFIDタグが2つの熱可塑性ポリマーフィルム層間に概ね結合又は封入されて、RFIDタグ積層物が形成される。このRFIDタグ積層物は成形可能な溶融した樹脂材料の所望の目標表面と位置合わせするために型穴内の成形表面に沿って選択的に配置され、フィルムインサート成形工程の終了時に、RFIDタグ積層物が、成形されたハンドリングデバイスの少なくとも一部、又はハンドリングデバイス部品/構成要素に一体に結合されるようにする。 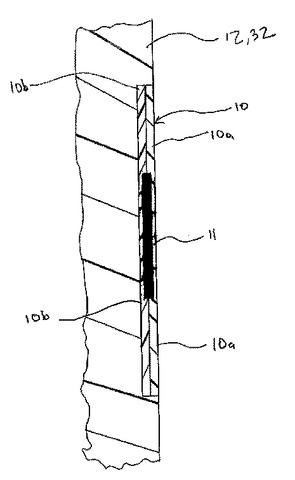 (もっと読む)
(もっと読む)
強化プラスティックス製品の製造法
成形用の壁(1)に接触して強化用のパッケージ(2)を置き、空気抜取り口および液体のプラスティックス材料(6)に対する供給口(5)を装着し、強化用のパッケージを気密性のカバー(3)によって覆い、該カバーの上にチャネル部材(7)を外れないように固定するプラスティックス製品の製造法。強化用のパッケージの中の圧力を周囲圧力より低い値d1に調節し、その後チャネル部材の内部の圧力をd1よりも低い値d2に調節し、これによって湯道チャネルを強化用のパッケージの上につくる。液体のプラスティックス材料が十分な程度強化用のパッケージを浸漬した後、チャネル部材の中の圧力をd1よりも高い値d3に調節し、湯道チャネルを押しのける。プラスティックス材料が硬化した後、気密性のカバーは、それが再利用されることが望ましくまた予め型に合わせてつくられている場合、それに連結されたチャネル部材と共に取り外される。 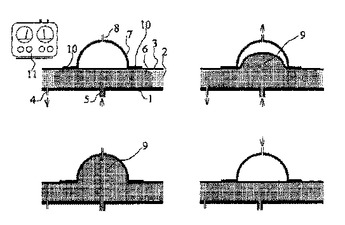 (もっと読む)
(もっと読む)
381 - 388 / 388
[ Back to top ]