
国際特許分類[B29K23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリアルケンを成形材料として使用 (1,270)
国際特許分類[B29K23/00]に分類される特許
111 - 120 / 1,270
光学フィルム
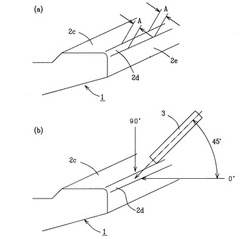
【課題】生産性に優れた押出成形法により得られ、厚み精度が非常に高い光学フィルムを提供する。
【解決手段】押出成形に用いるTダイの樹脂吐出方向とは逆向きにリップエッジを臨む方向を0°、樹脂吐出方向及びTダイのランド面2cと直交し、リップエッジを臨む方向を90°としたとき、45°方向から臨むリップエッジ輝線幅Aの平均値が50μm以下であり、且つ30°、45°、60°の3方向から臨む輝線幅差がそれぞれTダイの幅方向において2μm/5mm以下として、押出成形により得られ、未延伸のフィルムであって、かつ非晶性熱可塑性樹脂からなり、平均厚みRが200μm以下であり且つ幅方向の厚みむらが2.5×10-3Rμm/5mm以下である、光学フィルム。
(もっと読む)
プロピレン系樹脂組成物を用いた成形品
【課題】耐衝撃性、耐白化性に優れたプロピレン系樹脂材料からなる成形品を提供する。
【解決手段】プロピレン単独重合体成分95〜50wt%及びプロピレンとα−オレフィンとの共重合体成分(X2)5〜50wt%を含むプロピレン−エチレンおよび/またはα−オレフィンブロック共重合体(X)40〜99wt%と、
特定の成分組成、MFR、融解ピーク温度、分子量分布、tanδ曲線ピークを有するプロピレン−エチレンブロック共重合体(Y)を1〜60wt%を含有するプロピレン系樹脂組成物を用いた成形品による。
(もっと読む)
溶着方法

【課題】熱可塑性合成樹脂部材を、その材質に関わらず他の合成樹脂部材に溶着することが可能な溶着方法を提供する。
【解決手段】基材41を第2表皮材32に溶着する溶着方法であって、基材41の表面41Aに、水50を塗布する加熱媒体塗布工程と、水50を挟む形で基材41及び第2表皮材32を配した状態で、電磁波によって水50を加熱することで、水50を介して、基材41を加熱溶融し、第2表皮材32に溶着する溶着工程と、を備えていることを特徴とする。
(もっと読む)
パイプ用ポリマー組成物
【課題】少なくとも9.0MPaの設計応力を有すると共に、加工性、衝撃強さ、弾性率、急激な亀裂伝播、遅い亀裂成長に対する耐性にも優れたポリマーパイプを提供する。
【解決手段】遅い亀裂成長に対する耐性のあるカーボンブラックを1〜8重量%と、92〜99重量%のバイモーダルエチレンポリマーとからなる、0.15〜0.40g/10分の範囲のMFRおよび955〜965kg/m3の範囲の密度を有する特定のポリエチレン組成物を使用する。
(もっと読む)
熱可塑性材料の前処理、再処理、又はリサイクル方法
【課題】高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、又はポリプロピレン(PP)からなるプラスチック材料を、穏やかで効率的かつ経済的な手法で再処理する方法の提供。
【解決手段】プラスチック材料を、少なくとも一つの収容槽又は反応槽において、混合及び粉砕をしながら加熱し、前記プラスチック材料の結晶化、乾燥、及び/又は浄化を行い、前記プラスチック材料の混合、粉砕及び加熱は、鉛直軸の回りを回転でき、少なくとも一つの粉砕又は混合用具を使用し、該粉砕又は混合用具は材料を粉砕及び/又は混合する効果を奏するように働く刃を有し、加熱が機械的エネルギーを与えることにより行われ、前記プラスチック材料が、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、又はポリプロピレン(PP)であり、
前記プラスチック材料の形態が、容器を粉砕してできた部分的に結晶質又は非晶質の粒状物やフレークの形態であり、高密度ポリエチレン(HDPE)の加熱温度が50〜130℃であり、低密度ポリエチレン(LDPE)の加熱温度が50〜110℃であり、ポリプロピレン(PP)の加熱温度が50〜155℃であり、
粉砕又は混合用具の最も外側の刃の周方向速度が1〜35m/s、収容槽又は反応槽における平均滞留時間が10〜100分、かつ150mbar以下で処理が行なわれる、
ことを特徴とする。
(もっと読む)
光学シートおよびその製造方法
【課題】耐擦性に優れ、なおかつ、ハンドリングが容易な光学シートを低コストで提供すること。
【解決手段】本発明に係る光学シートは、易剥離性を有する保護フィルムからなる第1層(10)と光学形状を有するフィルムからなる第2層(9)とが積層された光学シートであって、前記保護フィルムからなる第1層(10)が、ポリエチレン系樹脂またはポリプロピレン系樹脂からなり、かつ前記第2層(9)における光学形状が、前記保護フィルム(10)からなる第1層と接しない面に形成されている。
(もっと読む)
ベンゾシクロブテン樹脂のインプリント技術への適用及び当該技術によるパターン形成方法
【課題】熱インプリントリソグラフィー技術を用いて、ベンゾシクロブテン樹脂のパターンを形成する方法を提供する。
【解決手段】下記式(2):
で表されるジビニルシロキサン−ビスベンゾシクロブテンを重合して得られるベンゾシクロブテン樹脂を含む層を基板上に形成する工程、前記ベンゾシクロブテン樹脂を含む層に、加熱及び加圧しながらモールドを押しつけ、該ベンゾシクロブテン樹脂を含む層にパターンを形成する工程、及び冷却後に、前記パターンが形成されたベンゾシクロブテン樹脂を含む層を前記モールドから離型する工程を有し、前記加熱の温度が150℃乃至350℃である。
(もっと読む)
ダクトの成形方法
【課題】2枚のシートの溶着強度を向上させることが可能なダクトの成形方法を提供する。
【解決手段】溶融状態の一対の熱可塑性発泡樹脂シート(16,16)を一対の分割金型(13,13)間に配置する。次に、分割金型(13,13)周囲に位置する型枠(17,17)を分割金型(13,13)に対して相対的に前進させて型枠(17,17)を熱可塑性発泡樹脂シート(13,13)に密着させる。次に、一対の分割金型(13,13)のキャビティ(14,14)に熱可塑性発泡樹脂シート(16,16)を真空吸引させると共に、一対の分割金型(13,13)を型締めしてダクトを成形する。
(もっと読む)
インモールド成形の製作方法及びその製作方法を使用したケース
【課題】本発明は、皮革の外観及び触感をもつケースを成形させることが可能な、インモールド射出の成形金型内に用いられるインモールド成形(In−Mold Roller)の製作方法、及びインモールド成形の製作方法によって製作されたケースを提供する。
【解決手段】インモールド成形の製作方法は、射出成形金型を提供する工程と、インモールド成形フィルムを射出成形機台上に提供する工程と、射出成形可能材料を提供する工程と、射出成形可能材料とインモールド成形フィルムを射出成形金型内に設ける工程と、射出成形で模様構造と同じ模様をもつケースを形成させる工程とからなり、射出成形金型は、キャビティ、及びキャビティと対応するコアとからなり、キャビティは模様構造を有する。
(もっと読む)
表面保護用フィルムおよびその製造方法
【課題】
加工後の被着体保護性や透明性に優れ、かつ添加剤の移行性が少なく、さらに粘着剤の塗布性や被着体への貼合わせ加工性及び剥離性に優れる表面保護用フィルムを提供する。
【解決手段】
結晶核剤、アンチブロッキング剤、および滑剤を実質的に含有せず、ブロックポリプロピレン樹脂を70重量%以上含有するポリプロピレン樹脂からなる表面保護用フィルムであって、前記フィルムのTD方向およびMD方向の引張弾性率がともに500〜650MPaであり、前記フィルムのTD方向およびMD方向の破断伸度がともに500%以上であり、前記フィルムのTD方向およびMD方向の120℃での熱収縮率が0〜1.0%であり、かつ前記フィルムのTD方向およびMD方向の加熱伸び率が0〜5.0%である。
(もっと読む)
111 - 120 / 1,270
[ Back to top ]