
国際特許分類[B29K23/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリアルケンを成形材料として使用 (1,270)
国際特許分類[B29K23/00]に分類される特許
121 - 130 / 1,270
混練押出機での粘度調整方法、および、混練押出機
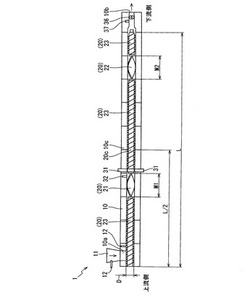
【課題】混練押出機をコンパクトに構成する。また、200℃における半減期が10秒以上の過酸化物の残留量を抑制し、いろいろなメルトフローレートのポリプロピレンの処理に対応させる。
【解決手段】最上流側の混練翼部21で混練されるポリプロピレンの充満率を変更可能に設けられたゲート装置31(第1の流路絞り機構)と、ゲート装置31の下流側の混練翼部22で混練されるポリプロピレンの充満率を変更可能に設けられたバタフライ弁36(第2の流路絞り機構)と、を備えた混練押出機1を用いる。ポリプロピレンと過酸化物とを混練するに際して、ゲート装置31によってポリプロピレンの充満率を高めるとともに、最下流側の混練翼部22で混練されたポリプロピレンが所定温度未満の場合は、バタフライ弁36によってポリプロピレンの充満率を高めることにより、最下流側の混練翼部22で混練されたポリプロピレンを当該所定温度以上とする。
(もっと読む)
表面保護用フィルムおよびその製造方法
【課題】
加工後の被着体保護性や透明性に優れ、かつ添加剤の移行性が少なく、さらに粘着剤の塗布性や被着体への貼合わせ加工性及び剥離性に優れる表面保護用フィルムを提供する。
【解決手段】
結晶核剤、アンチブロッキング剤、および滑剤を実質的に含有せず、ホモホモポリプロピレン樹脂を85重量%以上含有するポリプロピレン樹脂からなる表面保護用フィルムであって、前記フィルムのTD方向およびMD方向の引張弾性率がともに750MPa以上であり、前記フィルムのTD方向およびMD方向の破断伸度がともに450%以上であり、前記フィルムのTD方向およびMD方向の125℃での熱収縮率が0〜1.0%であり、前記フィルムのヘーズ値が13.5%以下であり、かつ前記フィルムの0.1mm以上のフィッシュアイの個数が20個/m2以下である。
(もっと読む)
金型成形用離型フィルムおよびその製造方法、ならびに樹脂封止半導体の製造方法

【課題】金型構造や離型剤によることなく成形品を容易に離型でき、かつ成形品に皺や欠け等の外観不良を生じさせることのない金型成形用離型フィルムを提供する。
【解決手段】ポリエステル樹脂と、100質量部の前記ポリエステル樹脂に対して1〜30質量部の4−メチル−1−ペンテン系重合体と、を含む樹脂組成物からなる、金型成形用離型フィルム。
(もっと読む)
位相差フィルムの製造方法
【課題】高い軸精度と均一な位相差値を有するポリプロピレン系樹脂位相差フィルムの製造方法を提供する。
【解決手段】ポリプロピレン系樹脂からなる原反フィルムに対して、(A)縦延伸する工程と、(B)0〜40℃の間の温度T℃の環境下で養生する工程と、(C)横延伸する工程とをこの順に施し、かつ、上記の養生する工程(B)は、養生期間をD日として、式:D≧−0.4T+20を満たすように行い、ポリプロピレン系樹脂位相差フィルムを製造する方法が提供される。典型的には、ポリプロピレン系樹脂からなる原反フィルムに対して、(A)縦延伸する工程と、(B)温度20〜30℃の環境下で10日以上養生する工程と、(C)横延伸する工程とをこの順に施して、位相差フィルムが製造される。
(もっと読む)
インクジェット記録装置用樹脂製フィルター
【課題】製造コストが低い;インクジェット記録装置の製造コストを低減できる;インクジェット記録装置のリサイクル性を良好にできる;インクジェット記録装置内部におけるインクの流路抵抗をインクジェット記録に適した値にしつつ、インクに混入される異物を確実に捕獲できる;の全てを満たすインクジェット記録装置用樹脂製フィルターを提供する。
【解決手段】30,000〜80,000の数平均分子量を有するポリエチレンと50,000〜100,000の数平均分子量を有するポリプロピレンとからなる群から選択された樹脂の溶融物に塩が添加・混練された成形用溶融物を使用して成形体を作製し、次いで前記成形体を水で洗浄することによって前記成形体より塩が除去されて得られたことを特徴とするインクジェット記録装置用樹脂製フィルター。
(もっと読む)
熱成形容器
【課題】易引き裂き性に優れ、衝撃強度の強いポリプロピレン系熱成形容器を提供する。
【解決手段】MFRが0.3〜3g/10分、融解ピーク温度が160〜170℃のプロピレン系重合体(A)50〜90重量%、MFRが0.1〜5g/10分、密度が0.950〜0.970g/cm3のエチレン系重合体(B)10〜50重量%、MFRが0.1〜5g/10分、密度が0.920〜0.930g/cm3の高圧法により製造されたエチレン系重合体(C)3〜20重量%を含有するプロピレン系樹脂組成物からなるシートを熱成形して得られた熱成形容器であって、0.5mm厚みシートのデュポン衝撃強度が4J以上、かつ引き裂き強度が70N以下であることを特徴とする熱成形容器による
(もっと読む)
発泡成形体の製造方法、及び発泡成形体
【課題】金型から発泡成形体を取り出した後のバリ取りを容易に行う。
【解決手段】本発明の発泡成形体の製造方法は、下記(1)〜(3)を満たすような配合で混合された混合樹脂に、発泡剤を加えて混練した樹脂を発泡パリソン10として押し出し、分割金型2の間で挟み込んで成形するものである。(1)長鎖分岐構造の高密度ポリエチレンを含むポリエチレン系樹脂を50〜90wt%含有する。(2)長鎖分岐構造のポリプロピレンを10〜50wt%含有する。(3)前記長鎖分岐構造の高密度ポリエチレンの配合割合をX(wt%)、前記長鎖分岐構造のポリプロピレンの配合割合をY(wt%)としたときに、X+2Y≧60を満たす。
(もっと読む)
自動車用内装材
【課題】温度に関係なくほぼ一定の衝撃エネルギー吸収能力を有する自動車用内装材を提供する。
【解決手段】密度931〜950kg/m3の高密度ポリエチレン系樹脂100重量部とポリスチレン系樹脂100〜500重量部とを含む複合樹脂の発泡体であり、+23℃での破断点変位量Q1と−50℃での破断点変位量Q2との比Q1/Q2が1.5以下であることを特徴とする自動車用内装材により上記課題を解決する。
(もっと読む)
樹脂組成物、樹脂シートおよび樹脂シートの製造方法
【課題】押出成形等でシートに成形する際の特性と、該シートを熱成形して成形品とする際の特性との双方を満足できる樹脂組成物及び該組成物からなる樹脂シートおよびその製造方法を提供する。
【解決手段】本発明の樹脂組成物は、環状ポリオレフィン系樹脂30質量%以上60質量%以下と、エチレン系樹脂20質量%以上50質量%以下と、ポリオレフィン系エラストマー5質量%以上15質量%以下と、を含み、ポリオレフィン系エラストマーはポリプロピレン系エラストマーとポリエチレン系エラストマーの少なくとも二種を含むことを特徴とする。
(もっと読む)
部品梱包材
【課題】低温から常温においても十分な強度や緩衝性を保持できる部品梱包材を提供する。
【解決手段】密度931〜950kg/m3の高密度ポリエチレン系樹脂100重量部とポリスチレン系樹脂100〜500重量部とを含む複合樹脂の発泡体であり、+23℃での破断点変位量Q1と−50℃での破断点変位量Q2との比Q1/Q2が1.5以下であることを特徴とする部品梱包材。
(もっと読む)
121 - 130 / 1,270
[ Back to top ]