
国際特許分類[B29K31/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリビニルエステルを成形材料として使用 (15)
国際特許分類[B29K31/00]に分類される特許
1 - 10 / 15
水密型ポリ塩化ビニル絶縁電線用水密材、水密型ポリ塩化ビニル絶縁電線および該電線の製造方法
【課題】良好な水密性すなわち水遮蔽効果が安定的に得られ、かつ絶縁体と撚線との隙間および撚線間の隙間への一括充填が可能な程度に粘度が制御され、充填性が良好である水密型ポリ塩化ビニル絶縁電線用水密材および水密型ポリ塩化ビニル絶縁電線を提供する。
【解決手段】水密材用共重合体として、塩化ビニルと酢酸ビニルと(メタ)アクリル酸の共重合体、塩化ビニルと酢酸ビニルと不飽和ジカルボン酸の共重合体または両者の混合物を使用し、共重合体中の酢酸ビニル部分の含有量割合を共重合体の10〜12重量%に制御するとともに、150℃における、せん断速度1000s−1での水密材の粘度を10〜100Pa.sとする。
(もっと読む)
発泡壁紙用原反の製造方法
【課題】製膜性が良好であり、しかも樹脂層と紙質基材との密着性が高く且つカール発生が抑制されている発泡壁紙用原反の製造方法を提供する。
【解決手段】紙質基材上に非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bが順に積層された発泡壁紙用原反の製造方法であって、
(1)非発泡樹脂層A、発泡剤含有樹脂層及び非発泡樹脂層Bは、同時溶融押出しにより形成された後、当該3層からなる樹脂シートを2本のロール間に挟んで製膜し、製膜後の樹脂シートを紙質基材上に積層してラミネートされ、
(2)非発泡樹脂層Aを形成するための樹脂組成物は、融点が60〜80℃、且つ、酢酸ビニル含有量が20〜40重量%のエチレン−酢酸ビニル共重合体樹脂を含有する、
ことを特徴とする製造方法。
(もっと読む)
エチレン−ビニルエステル共重合体ケン化物ペレットおよびそれから得られる成形物およびその製造方法並びにエチレン−ビニルエステル共重合体ケン化物ペレットの製造方法
【課題】高級脂肪酸アミドが表面付着したペレットにおいて、従来の高級脂肪酸アミド表面付着ペレットが有するフィード性、ゲル発生防止効果を有しつつ、高速成形条件下においても成形物中の欠点の発生が防止される。
【解決手段】
エチレン−ビニルエステル系共重合体ケン化物に対して10〜400ppmの高級脂肪酸アミドが表面に付着したエチレン−ビニルエステル系共重合体ケン化物ペレットであり、
該ペレット100gを500mlビーカーを用いてイオン交換水300ml中でヘリカル翼を有するスリーワンモータにより、水温23℃において回転数250rpmで1時間水洗したときの該高級脂肪酸アミドの脱落量が、水洗前の表面付着量の35重量%未満であることを特徴とするエチレン−ビニルエステル系共重合体ケン化物ペレットを用いる
(もっと読む)
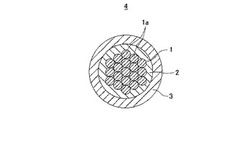
積層管及びその接続構造

【課題】繊維強化樹脂製の管と別の管やフランジ付き短管との接続に際し、ゴム輪のような特殊部品や接続部の補強を必要とせず、施工性に優れた繊維強化樹脂製の管及びその接続構造を提供する提供する。
【解決手段】繊維強化樹脂層を含む積層管1を、外側から内側に向かって、熱可塑性樹脂である硬質ポリ塩化ビニル樹脂(以下、PVC)製の内周面にプライマー処理を施した外管2と、ビニルエステル樹脂を主成分とする硬化性樹脂3が外表面に塗布されたガラス繊維強化ビニルエステル樹脂製の内管4とから構成する。
(もっと読む)
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
樹脂封止シート
【課題】加熱時の寸法安定性及び隙間埋め性のバランスに優れた樹脂封止シートを提供する。
【解決手段】エチレン−酢酸ビニル共重合体、エチレン−脂肪族不飽和カルボン酸共重合体、エチレン−脂肪族カルボン酸エステル共重合体、及びポリオレフィン系樹脂から選択される樹脂のゲル分率を1質量%以上60質量%未満とし、且つ、60℃における加熱収縮率を5%以下とする。有機過酸化物を実質的に含有しないものとし、電離性放射線照射によって架橋処理を施した上にこの樹脂を溶融し、シート状に成形加工した樹脂封止シート。
(もっと読む)
引き抜き成形品の製造方法
【課題】高真円度を有し、反りねじれに優れ、安価で軽量のシャフト製品を製造することができる引き抜き成形品の製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させ、金型を通過させながら硬化させる引き抜き成形により得られる引き抜き成形品の製造方法であって、繊維糸の各々の張力を、張力センサ7及び張力コントローラ8により5〜50Nに調整しながら、繊維糸を金型6に引き込んで金型内を通過させ、加熱硬化させる引き抜き成形品の製造方法。
(もっと読む)
ポリオレフィン系樹脂架橋発泡体用樹脂組成物の製造方法
【課題】 発泡剤が均一に分散し、発泡体内部の粗大気泡や発泡体表層部のピンホールが少ない、酢酸ビニル系樹脂架橋発泡体の製造方法を提供する。
【解決手段】エチレン−酢酸ビニル共重合体(A)100重量部に対して発泡剤を15〜100重量部配合し、前記エチレン−酢酸ビニル共重合体(A)の融点から融点よりも50℃低い温度で剪断力をかけながら溶融混練することによりえる発泡剤含有マスターバッチ(B)であって、ポリオレフィン系樹脂(C)10〜90重量%と前記発泡剤含有マスターバッチーバッチ(B)90〜10重量%からなる樹脂成分(D)に対して、前記ポリオレフィン系樹脂(C)の融点から融点よりも50℃低い温度で剪断力をかけながら溶融混練することを特徴とする、ポリオレフィン系樹脂架橋発泡体用樹脂組成物の製造方法。
(もっと読む)
防汚性シートの接合方法と防汚性接合シート
【課題】 基布の酸化チタン層を被覆する表面にシボ加工の凹凸を形成することなく、また酸化チタン層を除去して基材の表面の樹脂層を露出させることなく、少なくとも2枚の防汚性シート同士を高周波ウェルダーで確実に溶着可能で接合強度も大きい防汚性シートの接合方法を提供する。
【解決手段】 両面に塩化ビニル系樹脂層3が被覆された合成基布2上に、酸化チタンを含有した防汚性薄膜層4が被覆された所定幅×所定長さの少なくとも2枚の防汚性シート1の隣接する端縁部1a同士を重ね合わせ、高周波ウェルダーにより一体に接合する接合方法であって、端縁部1a同士を定盤14上で電極部12により所定圧力下でプレスするとともに発振器により高周波を1次発振させたのち、プレス圧力を増大して高周波を2次発振させることにより防汚性薄膜層4を融解・破断し、上側防汚性シート1Aと下側防汚性シート1Bとを加熱溶融した樹脂層3を介して溶着したのち、発振を終了して冷却し接合するものである。
(もっと読む)
ポリアミド樹脂製射出溶着成形体
【課題】ポリアミド樹脂成形体を射出溶着法により溶着、一体化してなる成形体における、溶着強度不足の問題を改善したポリアミド樹脂成形体を提供すること
【解決手段】下記一次成形材料からなる単数又は複数の一次成形体の表面に、一次成形材料とは異なる下記二次成形材料を射出成形し、該一次成形体と二次成形材料からなる成形体部分とが溶着により一体化してなる溶着成形体であって、
(1)一次成形材料が、成分(A):ポリアミド樹脂100重量部に対して、成分(B):ポリアミド樹脂以外の熱可塑性重合体0〜100重量部を配合したポリアミド樹脂組成物であり、
(2)二次成形材料が、成分(C):ポリアミド樹脂100重量部に対して、成分(D):エチレン・酢酸ビニル共重合体のケン化物0.1〜40重量部、並びに成分(E):無機充填剤0〜200重量部を配合したポリアミド樹脂組成物であることを特徴とするポリアミド樹脂製射出溶着成形体。
(もっと読む)
1 - 10 / 15
[ Back to top ]