
国際特許分類[B29K509/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | B29K503/00からB29K507/00までのグループに包含されない無機材料を充填材として使用 (17) | ガラス (12)
国際特許分類[B29K509/08]に分類される特許
1 - 10 / 12
樹脂製部品の製造方法
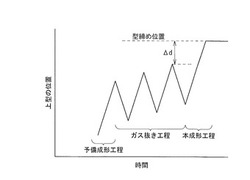
【課題】表面の曇り、色むら、表面の亀裂、ボイド、表面の白化等の、ガスに起因する外観欠陥が、成形品に発生しにくい樹脂製部品の製造方法を提供する。
【解決手段】金型のキャビティ内に樹脂組成物を配し加熱しながら加圧して、樹脂組成物をキャビティの形状に略一致する形状に成形する。次に、型開きを行いキャビティ内の樹脂組成物を加圧状態から常圧状態とすることにより、予備成形工程で熱硬化性樹脂から発生したガスを金型内から外部へ放出するガス抜き動作を、複数回行う。ガス抜き工程が終了したら、樹脂組成物を再度加圧して圧縮成形する。この本成形工程での加圧力の高さは、予備成形工程及びガス抜き工程におけるいずれの加圧力よりも高圧とする。このような状態で所定時間加熱して熱硬化性樹脂が硬化したら、型開きを行い、成形品を金型から取り出す。
(もっと読む)
複合構造体

【課題】本発明は、部品数が少なくて済み、組み立て時間を大幅に短縮でき、かつ金属と樹脂の接合面での気密性も高い複合構造体を提供することを目的とする。
【解決手段】複合構造体10は、金属部材13と樹脂部材12とが接合されて形成され、前記金属部材13と接合している箇所に存在する第1樹脂部材12aの線膨張係数が、20℃〜150℃の範囲において、前記金属部材の線膨張係数の0.5〜1.5倍の範囲である。
(もっと読む)
ガラス含有ブロー容器
【課題】汎用性のある樹脂中に40重量%以上のガラス粉末を含有させたペレットを用いて、従来のブロー成形法で成形ができるガラス含有ブロー容器の製品化することができ、そして、優れた物性を有するガラス含有ブロー容器を提供する。
【解決手段】ガラス含有ブロー容器は、熱可塑性樹脂中にガラス粉末を含むガラス含有成形用ペレットを用いてブロー成形法で成形されてなるガラス含有ブロー容器であって、該ガラス含有成形用ペレットが前記熱可塑性樹脂であるポリエチレン樹脂、ポリプロピレン樹脂及びポリエチレンテレフタレート樹脂からなる群から選ばれる一種の樹脂中に、前記ガラス粉末である中実の球状ガラス粉末をガラス配合率40〜70重量%の範囲で含有しており、該ガラス配合率の増加に伴って、前記ガラス含有ブロー容器の全光線透過率改善指標が特定の式に沿って漸減して改善される。
(もっと読む)
車両用灯具反射鏡の成型方法及び当該成型方法で成型された車両用灯具反射鏡
【課題】従来の樹脂で形成する車両用灯具用反射鏡においては、耐熱性とネジレ強度の面からガラスファイバーなど比較的に多量の充填材が用いられ、それにより配光特性が乱れるものとなりアンダーコートなどによる補正に手間が係る問題点を生じていた。
【解決手段】本発明により、耐熱性を強化するため充填剤が添加された樹脂を金型で車両用灯具反射鏡の形状に成形する際に、予めに金型を樹脂のガラス転移温度近傍まで加熱し、その状態で射出を行うと、溶融により流れが良くなった樹脂が金型内を先行し、製品表面に充填剤を含まないスキン層を形成する。従って、樹脂のみで形成された平坦な表面が得られ、鏡面の形成時には充填物による表面荒れを補修するためのアンダーコート工程が省け、生産性と品質とが共に向上する。
(もっと読む)
自動車用樹脂外装品の製造方法
【課題】繊維強化樹脂を材料として用いる場合において、所望の方向への寸法安定性が高い自動車用樹脂外装品を複雑な工程を経ることなく製造する方法を提供する。
【解決手段】成形型30は、ラゲージガーニッシュの外形に対応するキャビティ本体部41と、キャビティ本体部41の長手方向の長さよりも短い幅でキャビティ本体部41の長手方向と直交する方向に延びるキャビティ溝部42と、キャビティ溝部42を介してキャビティ本体部41に連通するゲート43とを有し、第1の成形型31と第2の成形型36とに分割可能に構成される。キャビティ溝部42がキャビティ本体部41よりも下側に位置するように成形型30を配置した後に、溶融した繊維強化樹脂をゲート43からキャビティ溝部42に流入させる。繊維強化樹脂は、重量平均繊維長が0.1〜100mmの繊維を25〜50重量%含有し、30〜80℃における最大線膨張係数が5×10−5以下である。
(もっと読む)
熱可塑性プラスチック繊維濃縮物の製法および物品
長さが5mmより大きい繊維を含む第1の相、ならびに第1のメルトフローレートを有する第1のポリオレフィンおよび第2のメルトフローレートを有する第2のポリオレフィンを含むポリマー相を含む原料濃縮物材料。濃縮物を含むキット、使用方法および結果として生じる物品も開示される。 (もっと読む)
ガラスチョップドストランドマット、その製造方法及びそれを用いた自動車成形天井材
【課題】GFRP成形品に必要な剛性を確保し、ひけと呼ばれる欠点の発生を十分に抑制することができ、かつマットロールから引き出す際に損傷を防止することができるガラスチョップドストランドマットと、その製造方法及びそのマットを使用する自動車成形天井材を提供する。
【解決手段】本発明のガラスチョップドストランドマット19は、結合剤Pにポリエチレン樹脂を5質量%以上含有していることを特徴とする。また本発明のガラスチョップドストランドマット19の製造方法は、上記の結合剤Pを散布することを特徴とする。また本発明の自動車成形天井材は、上記の結合剤Pを付着したガラスチョップドストランドマット19が、発泡樹脂シートの表皮側に接着されてなることを特徴とする。
(もっと読む)
車両用内装品の成形方法
【課題】 表皮と芯材とを強固に固着することができる車両用内装品の成形方法を提供する。
【解決手段】表皮2が装着された下型11の成形面11aと上型12の成形面12とにより、加熱軟化された薄板状の素材4をその厚さ方向に挟持し、それによって素材4を芯材として成形するとともに、素材4と上記表皮2とを固着する車両用内装品の成形方法において、素材4として、加熱されることによって軟化するとともに、厚さが増大するように膨張するものを用いる。
(もっと読む)
インサートモールド部品
【課題】
樹脂部位にクラックが発生することなく、しかも、ウェルドの発生を防止できるインサートモールド部品を提供することにある。
【解決手段】
2つのインサート部材4A,4Bの一部が外部に露出して、2つのインサート部材の中央にたすき状に樹脂2aaを橋渡して、周囲の樹脂と一体的に連結し、インサート部材4A,4Bを保持固定する。モールド成形する金型の開閉方向の面Xに対して垂直な面Yであって、インサート部材4A,4Bの間の延長方向のインサート部材の側面の位置Gに、樹脂を鋭角に充填するトンネルゲート8bを設け、このトンネルゲートから樹脂を充填して、たすき状の樹脂2aaを形成し、インサート部材4A,4Bを保持固定する。インサートモールド部品2は、トンネルゲート8bから充填された後、スプールランナーの切り離し時の楕円形状のゲート痕8bbを有する。
(もっと読む)
装飾モ−ル付き窓ガラス
【課題】装飾モールが、枠体の射出成型によって枠体と一体化されるとき、枠体に用いられている樹脂が熱収縮するため、枠体と装飾モールとの間に隙間が生じ、きしみ音の原因となる。
【解決手段】枠体の射出成形時に装飾モールが枠体に固定され、該装飾モ−ルが該枠体と接する面に、40℃以上の耐熱性を有する、油性の、液体材料または流動性を有する材料または半固体材料が層形成されてなる装飾モール付き窓ガラス。油性の、液体材料または流動性を有する材料または半固体材料に、潤滑油、特に鉱油またはシリコーン系油の潤滑油を用いる。
(もっと読む)
1 - 10 / 12
[ Back to top ]