
国際特許分類[B29K59/00]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | ポリアセタールを成形材料として使用 (46)
国際特許分類[B29K59/00]に分類される特許
11 - 20 / 46
引張破断伸び向上方法
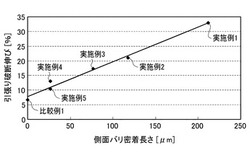
【課題】樹脂部品を構成する樹脂材料の種類を問わず、一対の樹脂部品の溶着予定端面同士を突き当てて溶着してなる樹脂溶着体の引張破断伸びを向上させる。
【解決手段】溶着予定端面を含む端部同士で形成される主溶着部と、該主溶着部の両側にはみ出したバリ部とからなる溶着部を形成するように、一対の樹脂部品の溶着予定端面同士を突き当てて溶着し、バリ部を、樹脂部品の側面の少なくとも一部に密着させる。好ましい溶着法は熱板溶着法である。
(もっと読む)
フィルム、延伸フィルム、熱収縮性フィルム、並びにこのフィルム、延伸フィルム、または熱収縮性フィルムを用いた成形品、熱収縮性ラベル、およびこの成形品を用いた、またはこのラベルを装着した容器
【課題】環境に対する負荷が低く、透明性に優れ、かつ、ラベル装着時の収縮特性、装着後の透明性にも優れ、収縮包装、収縮結束包装や収縮ラベル等の用途に適したフィルムを得る。
【解決手段】ポリ乳酸系樹脂とポリアセタール系樹脂との混合樹脂を主成分として含有してなり、前記ポリ乳酸系樹脂と前記ポリアセタール系樹脂との質量比が95/5以上60/40以下、好ましくは前記ポリ乳酸系樹脂をD−乳酸とL−乳酸との共重合体とし、D−乳酸とL−乳酸のD/L比を5/95より大きく、15/85以下、または85/15以上、95/5より小さくする。
(もっと読む)
ポリオキシメチレンポリマーから成形部材を製造する方法
本発明は、ブロー成形によりポリオキシメチレンポリマーから成形部材を製造するための方法に関し、本方法では、ねじ切りされた供給ゾーンを有する押出機によりポリオキシメチレンポリマーを押出成形してチューブにし、ここで供給ゾーンを100〜230℃の範囲の温度に加熱し、押出成形されたポリオキシメチレンポリマーのチューブをブロー成形型に入れ、押出成形されたチューブから、ブロー成形で成形部材を製造する。 (もっと読む)
ポリアセタール樹脂成形体の製造方法
【課題】フィッシュアイなどの異物が少なく、押出成形性、製品外観性などに優れたポリアセタール樹脂成形体を提供する。
【解決手段】金属繊維又は粉体からなる、絶対ろ過精度が50μm以下である焼結フィルターを、ブレーカープレートに設置してろ過することにより、フィッシュアイの個数を低減したポリアセタール樹脂を使用する。
(もっと読む)
熱可塑性樹脂組成物
【課題】 柔軟性に富み、耐熱変形性、成形加工性に優れ、特にポリアセタール系樹脂との接着性に優れるポリアセタール系樹脂接着用熱可塑性樹脂組成物およびそれを用いた成形体の提供。
【解決手段】 (A)(a)スチレン系水添ブロック共重合体及び/又は共役ジエン化合物ブロック共重合体の水素添加物100重量部に対して、(b)有機過酸化物0.01〜3重量部、及び(c)カルボキシル化液状ポリブタジエン1〜80重量部を含有する熱可塑性エラストマー組成物:5〜60重量%、(B)ウレタン系熱可塑性エラストマー:95〜40重量%、及び(C)石油樹脂:成分(A)と成分(B)の合計100重量部に対して、1〜40重量部を含有することを特徴とするポリアセタール系樹脂接着用熱可塑性樹脂組成物及びそれを用いた成形体。
(もっと読む)
ポリアセタール樹脂製シートの製造方法
【課題】高剛性で且つ表面外観性と厚み均一性に優れるポリアセタール樹脂製シートの製造方法を提供する。
【解決手段】スリーブタッチ法によるポリアセタール樹脂製シートの製造方法であって、成形ローラの温度(T1)、成形ドラムの温度(T2)、及びエアギャップの長さ(A1)が、以下の式1〜3を満たすことを特徴とする方法。80℃≦T1≦ポリアセタール樹脂の結晶化開始温度(1)70℃≦T2≦ポリアセタール樹脂の結晶化開始温度(2)A1≦成形ローラの直径/2+15cm(3)
(もっと読む)
ポリアセタール樹脂成形体の製造方法

【課題】ポリアセタール樹脂の押出加工時及び成形加工時の溶融安定性を改善した、機械的強度の低下しない、金型への付着物の発生しない、シルバーストリークやボイドなどの成形不良が発生しない熱分解性の改善されたポリアセタール樹脂成形体の製造方法を提供すること。
【解決手段】ポリアセタール樹脂を不活性ガス雰囲気下で加熱溶融して押出加工し、成形加工過程での熱分解を抑制する。該不活性ガスの導入方法は、ポリアセタール樹脂が可塑化装置に供給される際に、同伴空気を不活性ガスに置換する方法であればその形式にとらわれない。
(もっと読む)
超疎水性ポリマー加工物
【課題】超疎水性ポリマー加工物を提供すること。
【解決手段】超疎水性ポリマー加工物を作製するための一方法により、超疎水性ポリマー加工物を迅速かつ容易に製造することができ、超疎水性表面はテンプレートを用いて繰り返しインプリントすることができ、ゆえに、大きな面積にわたる超疎水性ポリマー加工物の大量生産を経済的に行うことができる。
(もっと読む)
感圧記録材料
【課題】特に色材を使用することなく、弱い圧力で不可逆的に印字することができる感圧記録材料を提供すること。
【解決手段】結晶性を有するポリマーを含むポリマー組成物からなり、長尺状の空洞をその長さ方向が一方向に配向した状態で内部に含有する空洞含有樹脂フィルムを含んでなる感圧記録材料であって、前記空洞含有樹脂フィルムにおける、前記空洞の配向方向に直交する断面において、前記空洞の中心から前記空洞含有樹脂フィルムの表面までの距離が最も短い10個の前記空洞について、各中心から前記空洞含有樹脂フィルムの表面までの距離h(i)を算出し、算出された各前記距離h(i)の算術平均値h(avg)が、次式、h(avg)>T/100、の関係を満たすことを特徴とする感圧記録材料である。[但し、Tは、前記断面における厚みの算術平均値を表す。]
(もっと読む)
プラスチック製柱状物の射出成形方法並びにその成型方法で得られたプラスチック製柱状物並びにそのプラスチック製柱状物を用いったレンズ駆動制御型画像安定化法を用いた撮像装置
【課題】両端に曲面を備える柱状物を製造する際に、当該柱状物の両端の曲面にヒケのない柱状物を簡便に成形することを目的とする。
【解決方法】上記課題を解決するため、キャビティ(成形空間)と当該キャビティに溶融した樹脂を注入するためのゲートとを備える金型を用いて軸部の両端に曲面を備えるプラスチック柱状物を成型する方法であって、当該金型は、当該キャビティの一端側の曲面と他端側の曲面とを結ぶ最大離間距離hとなる直線を仮想中心軸としたとき、当該仮想中心軸のいずれか一方の曲面の縁端部からの距離が0.4h〜0.6hの範囲内のキャビティの軸部形成領域に1以上のゲートを連結配置したものを用いることを特徴とするプラスチック製柱状物の射出成形方法を採用する。
(もっと読む)
11 - 20 / 46
[ Back to top ]