
国際特許分類[B29L23/18]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | 管状体物品 (929) | ひだつきホース (41)
国際特許分類[B29L23/18]に分類される特許
1 - 10 / 41
可撓性ホース及びその製造方法
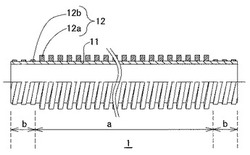
【課題】 接続相手部材との接続を容易かつ確実なものとできるような軟質接続部を有するような可撓性ホースを提供する。そのようなホースを高品質で効率的に製造する。
【解決手段】 可撓性ホース壁11と、螺旋状補強体12とを有する可撓性ホース1において、可撓性ホースのホース端部を除いたホース中央部分aにおいては、螺旋状補強体12aがホース壁11からホース外側に突出するよう、第1の断面形状に設けられる一方で、可撓性ホースの少なくとも一方のホース端部bにおいては、螺旋状補強体12bが第2の断面形状に設けられる。第2の断面形状は、第1の断面形状と比べホース半径方向の高さが低く、かつ、螺旋状補強体のホース内周側部分がホース壁と接合される部分の形状が、第1の断面形状と第2の断面形状で実質的に同じとされて、第2の断面形状が、実質的に第1の断面形状からホース外周側の部分を除去した形状とされている。
(もっと読む)
方向性流体線

【課題】波山と波谷で構成された内部輪郭を含む流体線と流体線を形成するための方法を提供する。
【解決手段】波山4と波谷5で構成された流体線1は、矢印3によって表された、所定の流れ通過方向に対する流れを最適化する、内部輪郭2を含む流体線と流体線1を形成するための方法において、各波山4は、前側面6と、後側面7を有し、前記前側面6は、縦方向の軸に関して、前記後側面7の傾斜角度より浅い傾斜角度を有して構成する。
(もっと読む)
異型コルゲートチューブ製造装置、異型コルゲートチューブ製造方法及び異型コルゲートチューブ
【課題】長短比が大きい扁平な異型コルゲートチューブを製造すること。
【解決手段】溶融した樹脂材料8をシート状に押出して供給する供給部30と、異型コルゲートチューブ10の断面視長手方向に沿った一側部に対応する部分を有する金型面をそれぞれ有する異型コルゲートチューブ成形用の対の金型40と、対の金型40を、金型面同士が開いて供給部30から供給されるシート状の成形体を受取可能な受取姿勢と、金型面同士が閉じた成形姿勢とで姿勢変更可能で、供給部30から供給されるシート状の成形体が受取姿勢で受け取られてから、対の金型40を成形姿勢に姿勢変更させる駆動機構部50と、供給部30から供給されるシート状の成形体を、受取姿勢の対の金型40の金型面に対して密着させる密着成形部とを備える。
(もっと読む)
インテークホース用射出金型及びこれを用いたインテークホース製造方法
【課題】別途の取り出し装備が不要で、インテークホースをメインコアから自動的に取り出すことを可能にし、製造工程の短縮と製造コストの低減が可能なインテークホース用射出金型及びその製造方法の提供。
【解決手段】インテークホースの外部形状を成形するために具備された上金型110及び下金型120と、該上金型と該下金型と共に金型内部にキャビティ部101を形成するスライドコア130と、内部形状を成形するために該キャビティ部に挿入されるメインコア150を含み、該メインコアは、外周面の一側にベローズ153が形成され、移動手段により上下移動が可能となるように具備された第1コア151と、該第1コアと互いに結合可能なように具備されて、該スライドコアによってその外周面が囲まれた第2コア155を含み、成形完了後に、該第1及び該第2コアとインテークホースとの間に圧縮空気を供給するためのエアー供給手段170を含む。
(もっと読む)
自動車燃料用インタンクチューブおよびその製法
【課題】耐圧性能に優れたインタンクチューブの提供を目的とする。
【解決手段】燃料タンク2内に配設され、燃料タンク2の変位および燃料ポンプ5の振動を吸収する構成を備えた単層構造の自動車燃料用インタンクチューブ1である。そして、上記自動車燃料用インタンクチューブ1が、脂肪族ポリアミド樹脂を主成分とする樹脂材料からなる単層構造に形成され、かつ、下記の耐圧特性(X)を備えている。
(X)試験液〔Fuel C:メタノール=85:15(容量基準)〕中に80℃で168時間浸漬したインタンクチューブ内に、加圧媒体としてシリコンオイルを充填し、インタンクチューブの両端を試験用パイプで塞ぎ、昇圧速度1.0MPa/minで、室温にて耐圧試験を行い、インタンクチューブが破裂するか、もしくは試験用パイプが抜けた時の圧力(破壊圧力)が2.8MPa以上である。
(もっと読む)
パイプの製造に用いられる中空プロファイル
螺旋状二重壁熱可塑性パイプを製造するために用いられる中空プロファイル(1)であって、実質的に矩形の断面を有し、2つの側壁(5)と外壁(3)と内壁(4)が前記プロファイル内で空洞(2)を制限する。この中空プロファイルでは、パイプの内壁(4)を形成するための壁が、パイプの外壁(3)を形成するための中空プロファイルの壁(3)よりも厚くなっている。中空プロファイルの肉厚壁(4)に隣接する縁部の丸み内径(7)が、空洞(6)の他の2つの縁部の丸み径(6)よりも大幅に大きくなっており、肉厚壁(4)の内面が、プロファイルの空洞において、パイプの内側を形成するプロファイルの側で、少なくとも実質的にプロファイルの全長にわたってプロファイルの長手方向に延びるリブ(8)を備えている。 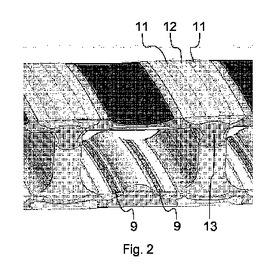 (もっと読む)
(もっと読む)
ダクトおよびその製造方法
【課題】ダクトの湾曲部分の通風性能を向上する。
【解決手段】ダクト10は、管状部14と曲げ変形可能な可変部16とを有し、該可変部16を曲げて湾曲部分11を形成するようになっている。可変部16は、支点部17が管状部14の外面と揃えて形成されると共に、残りの部分が、管状部14の外面より突出して周方向に延在する頂部18で繋がる対向する傾斜壁20,22で形成されている。可変部16は、支点部17を支点として対向する傾斜壁20,22を互いに近接するように折り畳んで湾曲部分11を形成している。
(もっと読む)
コルゲートチューブおよびその製造方法
【課題】コルゲート部の柔軟性を損なうことなく、ストレート部の強度を向上させる。
【解決手段】チューブ10は、コルゲート部11、及びチューブ10の両端を構成する小径、大径ストレート部12、13を備える。大径ストレート部13の厚さT3は、小径ストレート部12の厚さT2以上である。コルゲート部11の厚さは、厚さT2未満である。チューブ10は、移動する成型型に熱可塑性樹脂を押し出し供給して成型する。このとき、コルゲート部11に対応する成型面に熱可塑性樹脂を供給するときの成型型の移動速度V1は、小径ストレート部12に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V2より速い。移動速度V2は、大径ストレート部13に対応する成型面に熱可塑性樹脂を供給するときのチューブ成型型の移動速度V3より速い。
(もっと読む)
医療目的の押出コイルチューブを製造するための装置
【課題】リブのピッチを素早く変更可能である医療目的の押出コイルチューブを製造するための装置の提供。
【解決手段】押出コイルチューブTSを製造するための装置10は、スピンドル11から突出する回転軸12、リボンPT及びリブNRを押し出すための少なくとも1つの押出ヘッドを備える。各回転軸12は、互いに実質的に等距離にある一連の支持要素DSCに載せられるとともに主中心軸19によって支持されるそれぞれの可撓軸13につながれる。前記リボンPT及び前記リブNRは、並行して同時に押し出しされ、可撓軸13の外表面によって形成される理想表面上に巻き付けられる。リボンPTをコイル状に巻くことによって回転とともに形成されるチューブ状基本要素ETB上にリブNRが巻き付けられるピッチを変更するために、クランクMNによって操作される少なくとも2本の捻り棒BTを使用して、前記一連の支持要素DSCを所定の角度で回転させる。
(もっと読む)
ダクト脱型用抜き取り治具
【課題】例えば自動車エンジンのエアダクトとして用いられ、その長さ方向の一部にアンダーカットとして蛇腹部を設けたダクトの形成方法に関し、弾力性に乏しい樹脂製のダクトであっても、容易にコア型から脱型させることができるエラストマー製ダクトの形成方法を提供する。
【解決手段】ダクト外面を形成するキャビティ型11とダクト内面を形成するコア型12,13とで形成されるキャビティにエラストマー材料を射出成形して形成され、かつ長さ方向の一部に蛇腹部を有するダクトを形成する方法であって、コア型として、軸方向に2分割され、少なくとも蛇腹部を含むダクト部分を形成するコア型A13と、蛇腹部を含まないダクト部分を形成するコア型B12とからなる分割コア型を用い、キャビティ型を型開きした後、少なくとも蛇腹部をエア注入により拡径しながら、コア型Aより蛇腹部を含むダクト部分を脱型する工程を含むことを特徴とする。
(もっと読む)
1 - 10 / 41
[ Back to top ]