
国際特許分類[B29L31/14]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | フィルター,ふるいまたはスクリーン (56)
国際特許分類[B29L31/14]に分類される特許
51 - 56 / 56
プラスチックフィルタ用金型

【課題】 樹脂の射出成形による狭いピッチの網目構造の筒型フィルタを形成する金型において、金型内のエアーを完全に排出すると共に、目詰まりの生じないものを提供すること。
【解決手段】 キャビティ2を半径方向に接離自在に分割すると共に、その分割体2a,分割体2bを多数の薄板3a,3bの積層体から形成し、各積層体は隣り合う一方の薄板の縁部を他方のそれより交互に突出する。そして、樹脂の射出時に、コア1とキャビティ2との間に存在するエアーを各薄板3a,3bの積層の隙間から外部に放出するように構成する。
(もっと読む)
空気フィルターの製造方法

【課題】
空気フィルターの製造に関し、インサート射出成形によって枠と金網とを一体化して一工程で製造することにより、安価に空気フィルターを製造する方法を提供することを目的とする。
【解決手段】
定尺の金網21を凹型Cの空間部に挿入、定置させる工程と、凸型Dを前記凹型Cの方向へ可動して閉型作動した後、前記凹型Cと前記凸型Dとで形成されるキャビティに樹脂を射出する工程とを含むことにより、前記金網21の縁部を樹脂体で包囲した空気フィルター2を成形することを特徴とする空気フィルターの製造方法である。
(もっと読む)
複合多孔質体の製造方法
【課題】 多孔質体の有効面積を犠牲にせず、多孔質体の取り扱い性が向上された複合多孔質体を高精度かつ高効率に製造する。
【解決手段】 三次元網目構造を有するシート状の多孔質体22と、多孔質体22の外周縁を囲うように設けられた樹脂部とが一体に形成された複合多孔質体の製造方法であって、シート状の樹脂部材21に形成された孔21aに、樹脂部材21より厚さが薄くされた多孔質体22を装填した状態で、樹脂部材21のうち、その外周縁部21cの一部若しくは全部を除く、少なくとも孔21aに接する内周縁部21bを厚さ方向に加圧するとともに、樹脂部材21の荷重たわみ温度以上融点以下の温度で加熱し、この樹脂部材21を押し潰しながら、多孔質体22と樹脂部材21とを密着させる密着工程と、多孔質体22および樹脂部材21をこれらの厚さ方向に樹脂部材21の弾性限度以下の力で押圧しながら冷却する冷却工程とをこの順に経る。
(もっと読む)
ろ過カートリッジ、ろ過カートリッジの製造方法及び熱板溶着装置
【課題】 微粉末の発生がなく気密性に優れ、より高い精度のろ過処理能力が要求される用途に適する、中空糸膜を用いたろ過カートリッジを提供する。
【解決手段】 中空糸エレメント20の筒状枠21の端面と接続キャップ30の端面とを熱板溶着する。筒状枠21の端面に接する熱板として環状の熱板140を用いることにより、筒状枠21のみを加熱でき、中空糸膜22への影響を小さくできる。溶着時に中空糸膜22の端面を冷却する冷却治具150を用いることにより、中空糸膜22の端面が加熱軟化して処理流体の流路が閉塞することを効果的に防止できる。特に、中空糸膜、筒状枠及び接続キャップの全てが熱可塑性樹脂、好ましくは結晶性樹脂、中でも、ポリエチレン等のポリオレフィン系樹脂から形成されたろ過カートリッジの製造に適する。
(もっと読む)
複合多孔質体の製造方法および複合多孔質体の製造装置
【課題】 多孔質体の有効面積を犠牲にせず、多孔質体の取り扱い性が向上された複合多孔質体を高精度かつ高効率に製造する。
【解決手段】 三次元網目構造を有するシート状の多孔質体22と、該多孔質体22の外周縁を囲うように設けられた樹脂部とが一体に形成された複合多孔質体の製造方法であって、シート状の樹脂部材21に形成された孔21aに、多孔質体22を装填した状態で、樹脂部材21を加圧するとともに、該樹脂部材21の荷重たわみ温度以上融点以下の温度で加熱することにより、この樹脂部材21を押し潰しながら、多孔質体22と樹脂部材21とを密着させる密着工程と、多孔質体22および樹脂部材21をこれらの厚さ方向に押圧しながら冷却する冷却工程とをこの順に、多孔質体22および樹脂部材21を搬送しながら連続的に経る。
(もっと読む)
濾板の製造方法
実質的に平坦な、好ましくは熱可塑性のポリマー製の枠、ならびにその中に固定して着座される実質的に平坦な濾過材。この方法は、ポリマー製枠の形成および硬化から生じる不利な機械的応力への濾過材の曝露が少ないことを特徴とする。このような目的に向けて、実質的に平坦なポリマー製枠が、少なくとも2つの別のステップで形成されるが、その過程で上記実質的に平坦な濾過材が組み込まれる。最初に形成される部分100は機械的抑制具として働いて、第2の「嵌め込んでいる」部分18がその形成中に収縮または他の形で反る傾向から、後で組み込まれる濾過材を保護する。 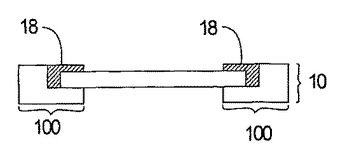 (もっと読む)
(もっと読む)
51 - 56 / 56
[ Back to top ]